



DÂY CHUYỀN SƠN THIẾT BỊ GIA DỤNG
Dây chuyền sơn thiết bị gia dụng đóng vai trò then chốt trong việc đảm bảo độ bền, tính thẩm mỹ và tính đồng nhất cho các sản phẩm OEM/ODM như vỏ tủ lạnh, máy giặt, nồi cơm điện hay linh kiện nhựa. Việc tự động hóa quy trình sơn giúp kiểm soát màu sắc, độ dày lớp phủ và giảm lỗi ngoại quan, đồng thời tối ưu năng suất trong sản xuất hàng loạt.





1.1 Tổng quan về dây chuyền sơn thiết bị gia dụng trong sản xuất OEM ODM
Ngành thiết bị gia dụng đòi hỏi lớp phủ bề mặt có tính ổn định cao về màu sắc, độ bóng và khả năng chống ăn mòn. Dây chuyền sơn thiết bị gia dụng được thiết kế để đáp ứng yêu cầu này thông qua các hệ thống phun sơn tự động, buồng sấy và kiểm soát môi trường.
Trong mô hình sản xuất OEM ODM, các thương hiệu yêu cầu tiêu chuẩn lớp phủ tương đương nhau giữa các lô sản xuất tại nhiều nhà máy khác nhau. Vì vậy, dây chuyền sơn phải đảm bảo khả năng lặp lại quy trình với sai số thấp hơn ±3% về độ dày lớp sơn.
Các nhà máy thường tích hợp hệ thống băng tải treo hoặc băng tải xích để vận chuyển chi tiết liên tục qua từng công đoạn. Tốc độ băng tải phổ biến dao động từ 1.5–4 m/phút tùy theo kích thước sản phẩm.
1.1.1 Vai trò của lớp sơn trong thiết bị gia dụng
Lớp sơn không chỉ mang tính thẩm mỹ mà còn đóng vai trò bảo vệ bề mặt kim loại và nhựa trước tác động môi trường. Trong nhiều thiết bị, lớp phủ phải chịu nhiệt độ từ 60–120°C và độ ẩm trên 90% RH.
Ngoài ra, lớp phủ còn giúp tăng khả năng chống trầy xước trong quá trình vận chuyển và lắp ráp. Các tiêu chuẩn phổ biến bao gồm độ bám dính cấp 0–1 theo ISO 2409 và độ cứng bút chì từ H đến 2H.
Những yêu cầu này khiến việc kiểm soát quy trình sơn thiết bị gia dụng trở thành yếu tố quyết định trong sản xuất công nghiệp.
1.1.2 Xu hướng tự động hóa trong dây chuyền sơn
Sự phát triển của robot công nghiệp đã thay đổi hoàn toàn quy trình sơn trong nhà máy. Robot phun sơn 6 trục có khả năng lặp lại quỹ đạo với độ chính xác ±0.05 mm, giúp đảm bảo độ phủ đồng đều trên toàn bộ bề mặt.
Một dây chuyền sơn tự động hiện đại có thể tích hợp 4–8 robot trong một buồng phun, cho năng suất lên đến 600–800 sản phẩm mỗi giờ đối với linh kiện nhỏ.
Bên cạnh đó, hệ thống điều khiển PLC và SCADA cho phép giám sát lưu lượng sơn, áp suất khí và tốc độ băng tải theo thời gian thực.
1.1.3 Các loại vật liệu thường được sơn
Trong ngành gia dụng, vật liệu được sơn chủ yếu gồm thép mạ kẽm, thép cán nguội và nhựa kỹ thuật như ABS, PP hoặc PC+ABS. Mỗi loại vật liệu yêu cầu quy trình xử lý bề mặt khác nhau.
Đối với kim loại, bề mặt thường được tiền xử lý bằng phosphat hóa hoặc nano ceramic để tăng độ bám dính. Với nhựa, cần xử lý bằng plasma hoặc flame treatment nhằm tăng năng lượng bề mặt lên mức 38–42 dyn/cm.
Nhờ quy trình này, chất lượng ngoại quan của sản phẩm được đảm bảo ngay cả khi lớp sơn có độ dày chỉ từ 20–40 µm.
1.1.4 Những lỗi ngoại quan thường gặp
Trong quá trình sản xuất, nhiều lỗi bề mặt có thể xảy ra nếu quy trình sơn không ổn định. Phổ biến nhất là hiện tượng cam sần, chảy sơn hoặc pinhole.
Nguyên nhân thường liên quan đến độ nhớt sơn không ổn định hoặc áp suất phun không đồng đều. Ví dụ, khi áp suất súng phun giảm dưới 0.25 MPa, lớp sơn có thể bị dày cục bộ.
Một hệ thống kiểm soát quy trình tốt sẽ giảm tỷ lệ lỗi xuống dưới 1% tổng sản lượng.
1.1.5 Yêu cầu về tính đồng nhất màu sắc
Trong các sản phẩm cao cấp, sai lệch màu sắc giữa các lô sản xuất không được vượt quá ΔE ≤ 1.0 theo hệ màu CIE Lab.
Điều này đòi hỏi hệ thống pha sơn tự động và kiểm soát nhiệt độ buồng phun trong khoảng 23 ± 2°C. Độ ẩm tương đối cũng phải duy trì ở mức 50–65% RH.
Khi các điều kiện môi trường được kiểm soát chặt chẽ, sự ổn định của lớp phủ có thể duy trì trong suốt chu kỳ sản xuất.
1.1.6 Vai trò của kiểm soát môi trường
Bụi và tạp chất là nguyên nhân chính gây lỗi bề mặt trong sản xuất hàng loạt. Do đó, buồng sơn thường được thiết kế đạt cấp sạch ISO Class 7 hoặc Class 8.
Không khí cấp vào buồng phun được lọc qua bộ lọc HEPA với hiệu suất 99.97% ở kích thước hạt 0.3 µm.
Nhờ đó, tỷ lệ hạt bụi bám vào lớp sơn giảm đáng kể, giúp duy trì chất lượng ngoại quan ổn định cho sản phẩm.
1.1.7 Tầm quan trọng của thiết kế dây chuyền
Thiết kế tổng thể của dây chuyền quyết định hiệu quả vận hành trong nhà máy. Các yếu tố như chiều dài buồng sơn, thời gian sấy và tốc độ băng tải phải được tính toán chính xác.
Ví dụ, nếu thời gian sấy không đủ để đạt nhiệt độ kim loại 160°C trong 15 phút, lớp sơn có thể không đóng rắn hoàn toàn.
Vì vậy, việc thiết kế dây chuyền sơn thiết bị gia dụng cần dựa trên dữ liệu thực nghiệm và đặc tính của từng loại vật liệu.
Để hiểu nền tảng hệ thống sơn trước khi áp dụng cho thiết bị gia dụng, xem bài “Dây chuyền sơn: Cấu tạo, nguyên lý và lựa chọn công nghệ phù hợp ngành công nghiệp”.
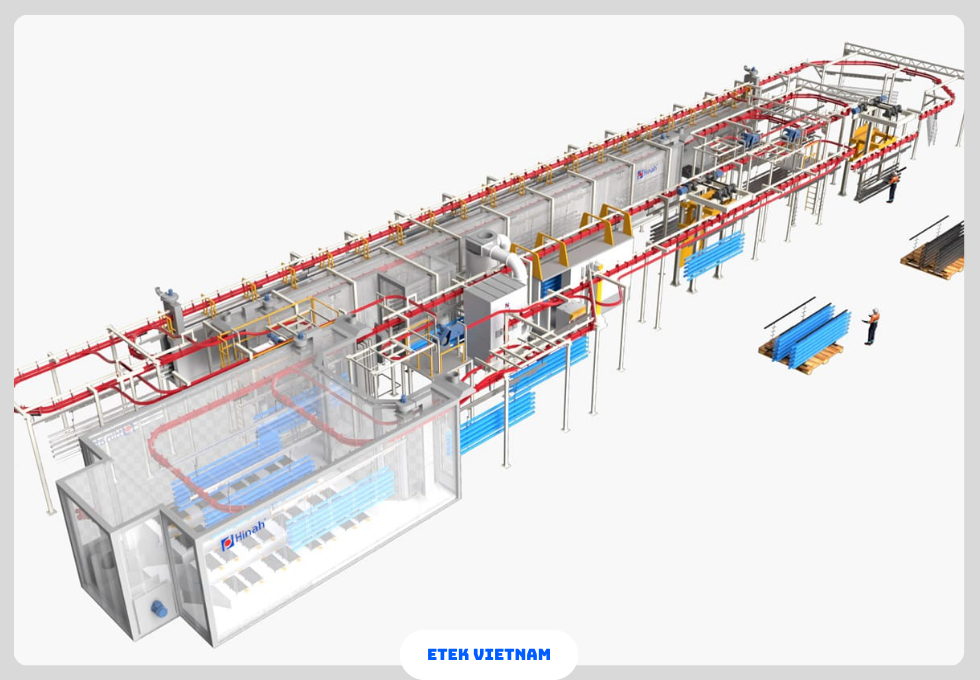
2.1 Cấu trúc tổng thể của dây chuyền sơn thiết bị gia dụng
Một dây chuyền sơn thiết bị gia dụng tiêu chuẩn thường được thiết kế theo mô hình sản xuất liên tục, trong đó sản phẩm di chuyển qua nhiều công đoạn từ tiền xử lý, sấy khô, phun sơn đến đóng rắn. Các công đoạn được kết nối bằng hệ thống băng tải treo hoặc băng tải xích, giúp duy trì lưu lượng sản phẩm ổn định.
Tùy quy mô nhà máy, chiều dài dây chuyền có thể dao động từ 60 m đến hơn 200 m. Công suất thiết kế phổ biến đạt 200–1200 sản phẩm mỗi giờ. Toàn bộ hệ thống được điều khiển bởi PLC công nghiệp kết hợp HMI để giám sát các thông số như tốc độ băng tải, nhiệt độ buồng sấy và áp suất phun.
Cấu trúc này giúp đảm bảo sự ổn định của quá trình sơn thiết bị gia dụng trong sản xuất hàng loạt.
2.1.1 Hệ thống tiền xử lý bề mặt
Tiền xử lý là bước quan trọng để đảm bảo độ bám dính của lớp sơn. Đối với chi tiết kim loại, quy trình thường bao gồm tẩy dầu kiềm, rửa nước, hoạt hóa và phosphat hóa hoặc nano ceramic.
Hệ thống phun hóa chất sử dụng bơm tuần hoàn với áp suất 0.2–0.35 MPa. Nhiệt độ dung dịch tẩy dầu thường được duy trì ở 45–60°C để tăng hiệu quả loại bỏ dầu mỡ.
Sau quá trình xử lý, bề mặt kim loại đạt độ sạch SA2.5 và lớp chuyển hóa dày khoảng 0.5–1.5 µm. Đây là điều kiện lý tưởng để lớp sơn bám chắc và duy trì chất lượng ngoại quan lâu dài.
2.1.2 Buồng sấy trước khi sơn
Sau khi tiền xử lý, sản phẩm được đưa vào buồng sấy nhằm loại bỏ hoàn toàn độ ẩm còn lại trên bề mặt. Nếu nước còn tồn tại, lớp sơn sẽ dễ xuất hiện hiện tượng pinhole hoặc bong tróc.
Buồng sấy thường sử dụng hệ thống gia nhiệt gas hoặc điện trở công nghiệp. Nhiệt độ không khí trong buồng dao động từ 120–160°C tùy vật liệu.
Thời gian lưu sản phẩm trong buồng sấy khoảng 10–20 phút. Khi bề mặt đạt nhiệt độ kim loại khoảng 80°C, sản phẩm sẵn sàng chuyển sang công đoạn phun sơn trong dây chuyền sơn tự động.
2.1.3 Buồng phun sơn tự động
Buồng phun là trung tâm của toàn bộ hệ thống dây chuyền sơn thiết bị gia dụng. Tại đây, lớp sơn được phủ lên bề mặt sản phẩm bằng robot hoặc súng phun tự động.
Hệ thống phun thường sử dụng công nghệ electrostatic spray nhằm tăng hiệu suất bám sơn lên 70–90%. Điện áp tĩnh điện có thể đạt 60–90 kV.
Buồng phun được thiết kế với luồng khí laminar flow để hạn chế bụi. Tốc độ gió trong buồng duy trì khoảng 0.3–0.5 m/s nhằm cuốn các hạt sơn dư về hệ thống lọc.
Nhờ đó, độ dày lớp sơn được kiểm soát trong khoảng 25–45 µm.
2.1.4 Hệ thống robot phun sơn
Robot phun sơn thường là robot 6 trục có tầm với 2–3 m, cho phép phủ sơn đồng đều trên các bề mặt phức tạp. Sai số lặp lại của robot thường nhỏ hơn ±0.05 mm.
Một trạm phun tiêu chuẩn có thể sử dụng 2–4 robot, mỗi robot được trang bị súng phun quay tốc độ cao lên đến 30.000 vòng/phút.
Robot được lập trình theo quỹ đạo bề mặt sản phẩm nhằm tối ưu lượng sơn tiêu thụ. Điều này đặc biệt quan trọng trong các nhà máy sản xuất OEM ODM, nơi yêu cầu tiết kiệm chi phí vật liệu nhưng vẫn đảm bảo chất lượng lớp phủ.
2.1.5 Hệ thống cấp và tuần hoàn sơn
Sơn được lưu trữ trong bồn áp lực hoặc bồn khuấy có dung tích từ 50–200 lít. Hệ thống khuấy liên tục giúp duy trì độ đồng nhất của pigment và dung môi.
Sơn được bơm đến súng phun bằng bơm màng hoặc bơm piston với lưu lượng khoảng 200–500 ml/phút cho mỗi súng.
Độ nhớt sơn thường được kiểm soát trong khoảng 18–25 giây theo cốc đo Ford #4. Việc duy trì độ nhớt ổn định giúp lớp phủ có độ mịn cao và đạt tiêu chuẩn chất lượng ngoại quan.
2.1.6 Buồng sấy đóng rắn lớp sơn
Sau khi phun, sản phẩm đi vào buồng sấy đóng rắn để lớp sơn đạt độ bền cơ học tối đa. Buồng sấy thường được thiết kế dạng tunnel dài 20–40 m.
Nhiệt độ sấy phổ biến đối với sơn tĩnh điện là 180–200°C trong 15–20 phút. Với sơn lỏng, nhiệt độ thường khoảng 140–160°C.
Trong quá trình sấy, phản ứng polymer hóa xảy ra giúp lớp sơn đạt độ cứng và độ bám dính cao. Kết quả là bề mặt đạt tiêu chuẩn sơn thiết bị gia dụng với khả năng chống trầy xước và chống ăn mòn.
2.1.7 Hệ thống kiểm soát và giám sát
Toàn bộ dây chuyền được điều khiển bởi PLC kết hợp hệ thống SCADA để giám sát dữ liệu theo thời gian thực. Các cảm biến đo nhiệt độ, độ ẩm và áp suất được bố trí tại nhiều vị trí trong dây chuyền.
Ví dụ, cảm biến nhiệt PT100 giúp kiểm soát sai số nhiệt độ buồng sấy trong phạm vi ±1°C. Điều này đảm bảo lớp sơn được đóng rắn đồng đều.
Dữ liệu sản xuất cũng được lưu trữ để phục vụ truy xuất nguồn gốc, một yêu cầu quan trọng trong các nhà máy sản xuất OEM ODM.
Giải pháp sơn cho các vật liệu khác nhau được phân tích tại bài “Dây chuyền sơn kim loại công nghiệp” và “Dây chuyền sơn nhựa công nghiệp”.
3.1 Các thông số vận hành trong dây chuyền sơn thiết bị gia dụng
Trong quá trình vận hành dây chuyền sơn thiết bị gia dụng, việc kiểm soát chính xác các thông số kỹ thuật là yếu tố quyết định đến độ bền và tính thẩm mỹ của lớp phủ. Các thông số chính bao gồm tốc độ băng tải, áp suất phun, điện áp tĩnh điện, nhiệt độ buồng sấy và độ nhớt sơn.
Tốc độ băng tải thường được thiết lập trong khoảng 1.2–3.5 m/phút để đảm bảo thời gian phun và sấy phù hợp. Áp suất khí cấp cho súng phun dao động từ 0.25–0.4 MPa nhằm tạo ra kích thước hạt sơn đồng đều từ 20–40 µm.
Những thông số này phải được hiệu chuẩn định kỳ nhằm duy trì tính ổn định của quá trình sơn thiết bị gia dụng trong sản xuất quy mô lớn.
3.1.1 Độ dày lớp sơn tiêu chuẩn
Độ dày lớp sơn là chỉ số quan trọng quyết định khả năng bảo vệ và độ bền màu của sản phẩm. Trong ngành gia dụng, lớp sơn thường được kiểm soát trong khoảng 25–45 µm đối với sơn lỏng và 60–90 µm đối với sơn tĩnh điện.
Thiết bị đo phổ biến là máy đo độ dày lớp phủ từ tính hoặc siêu âm. Sai số cho phép giữa các điểm đo trên cùng bề mặt không vượt quá ±5 µm.
Khi lớp sơn được kiểm soát đúng thông số, chất lượng ngoại quan của sản phẩm sẽ ổn định và không xuất hiện hiện tượng lộ nền hoặc chảy sơn.
3.1.2 Kiểm soát độ nhớt sơn
Độ nhớt sơn ảnh hưởng trực tiếp đến khả năng tạo màng và độ mịn bề mặt. Trong dây chuyền công nghiệp, độ nhớt thường được kiểm tra bằng cốc đo Ford hoặc Zahn.
Đối với nhiều loại sơn polyurethane dùng trong sơn thiết bị gia dụng, độ nhớt lý tưởng nằm trong khoảng 18–24 giây theo cốc Ford #4. Nếu độ nhớt vượt quá 30 giây, lớp phủ có thể xuất hiện vết cam sần.
Hệ thống pha sơn tự động thường được trang bị cảm biến độ nhớt inline để điều chỉnh tỷ lệ dung môi theo thời gian thực.
3.1.3 Áp suất và lưu lượng phun
Áp suất khí nén và lưu lượng sơn phải được cân bằng để tạo ra hạt sơn có kích thước tối ưu. Trong dây chuyền sơn tự động, áp suất súng phun thường được cài đặt ở mức 0.3 MPa.
Lưu lượng sơn cấp cho mỗi súng dao động từ 200–450 ml/phút. Khi kết hợp với điện áp tĩnh điện 70–90 kV, hiệu suất bám sơn có thể đạt đến 85%.
Việc tối ưu các thông số này không chỉ cải thiện độ phủ mà còn giúp giảm hao hụt sơn trong quá trình sản xuất.
3.1.4 Nhiệt độ và thời gian sấy
Quá trình sấy đóng rắn giúp lớp sơn đạt được độ bền cơ học và hóa học cần thiết. Trong nhiều nhà máy sản xuất OEM ODM, nhiệt độ sấy được kiểm soát trong khoảng 140–200°C tùy loại sơn.
Ví dụ, sơn polyester tĩnh điện thường yêu cầu nhiệt độ kim loại đạt 180°C trong 15 phút. Nếu nhiệt độ thấp hơn, phản ứng polymer hóa sẽ không hoàn toàn.
Ngược lại, nhiệt độ quá cao có thể làm đổi màu lớp phủ và ảnh hưởng đến chất lượng ngoại quan của sản phẩm.
3.1.5 Kiểm soát môi trường buồng sơn
Điều kiện môi trường trong buồng phun có ảnh hưởng lớn đến sự ổn định của lớp phủ. Nhiệt độ lý tưởng trong buồng sơn thường được duy trì ở 22–25°C.
Độ ẩm tương đối phải nằm trong khoảng 50–65% RH để hạn chế hiện tượng tĩnh điện và ngưng tụ hơi nước. Hệ thống HVAC công nghiệp được sử dụng để duy trì các điều kiện này.
Nhờ đó, dây chuyền sơn thiết bị gia dụng có thể vận hành ổn định trong thời gian dài mà không phát sinh lỗi bề mặt.
3.1.6 Các phương pháp kiểm tra chất lượng lớp sơn
Sau khi hoàn thành quá trình sơn, sản phẩm cần trải qua nhiều phép thử nhằm đánh giá độ bền lớp phủ. Một trong những thử nghiệm phổ biến là test bám dính theo tiêu chuẩn ISO 2409.
Ngoài ra, thử nghiệm phun muối theo ASTM B117 được sử dụng để đánh giá khả năng chống ăn mòn. Thời gian thử nghiệm thường kéo dài 500–1000 giờ.
Những phép thử này giúp đảm bảo lớp phủ đạt tiêu chuẩn sơn thiết bị gia dụng và đáp ứng yêu cầu của các thương hiệu quốc tế.
3.1.7 Tiêu chuẩn màu sắc và độ bóng
Màu sắc của sản phẩm phải được kiểm soát bằng máy đo màu quang phổ. Sai lệch màu sắc thường được đánh giá theo hệ ΔE của không gian màu CIE Lab.
Trong ngành gia dụng, mức sai lệch cho phép thường là ΔE ≤ 1.0 giữa các lô sản xuất. Độ bóng bề mặt cũng được kiểm tra bằng máy đo glossmeter với góc 60°.
Giá trị độ bóng phổ biến nằm trong khoảng 70–90 GU đối với bề mặt kim loại. Khi các chỉ số này được duy trì ổn định, chất lượng ngoại quan của sản phẩm sẽ đáp ứng yêu cầu khắt khe từ thị trường quốc tế.
Cách triển khai dây chuyền cho nhà máy gia dụng được trình bày tại bài “Quy trình EPC dây chuyền sơn công nghiệp”.
4.1 Lợi ích của dây chuyền sơn thiết bị gia dụng trong sản xuất công nghiệp
Việc triển khai dây chuyền sơn thiết bị gia dụng mang lại nhiều lợi ích đáng kể cho các nhà máy sản xuất quy mô lớn. Hệ thống tự động hóa giúp kiểm soát đồng đều các thông số kỹ thuật như độ dày lớp sơn, nhiệt độ sấy và áp suất phun, từ đó giảm đáng kể tỷ lệ lỗi bề mặt.
Trong nhiều nhà máy hiện đại, tỷ lệ lỗi ngoại quan sau khi ứng dụng dây chuyền tự động có thể giảm từ mức 5–7% xuống dưới 1.5%. Điều này giúp doanh nghiệp tiết kiệm chi phí tái gia công và giảm lượng sơn tiêu hao.
Bên cạnh đó, hệ thống còn giúp duy trì sự ổn định của quá trình sơn thiết bị gia dụng, đặc biệt trong các dây chuyền sản xuất hoạt động liên tục 16–24 giờ mỗi ngày.
4.1.1 Tăng năng suất sản xuất
Một trong những lợi ích lớn nhất của dây chuyền sơn thiết bị gia dụng là khả năng nâng cao năng suất. Nhờ hệ thống băng tải liên tục và robot phun sơn, dây chuyền có thể xử lý hàng trăm sản phẩm mỗi giờ.
Trong các nhà máy quy mô lớn, năng suất có thể đạt từ 400 đến 1200 sản phẩm mỗi giờ tùy theo kích thước linh kiện. Ví dụ, với vỏ máy giặt hoặc tủ lạnh, một dây chuyền tiêu chuẩn có thể đạt khoảng 300–500 sản phẩm mỗi giờ.
Khả năng sản xuất liên tục giúp doanh nghiệp đáp ứng tốt nhu cầu thị trường và các đơn hàng lớn trong mô hình sản xuất OEM ODM.
4.1.2 Giảm chi phí vật liệu và nhân công
Việc ứng dụng robot trong dây chuyền sơn tự động giúp tối ưu lượng sơn tiêu thụ. Nhờ công nghệ phun tĩnh điện, hiệu suất bám sơn có thể đạt đến 85–90%.
Điều này giúp giảm lượng sơn thất thoát và tiết kiệm chi phí vật liệu từ 20–30% so với phương pháp phun thủ công. Ngoài ra, hệ thống tự động cũng giảm nhu cầu nhân công trong khu vực phun sơn.
Một dây chuyền hiện đại có thể vận hành chỉ với 3–5 kỹ thuật viên giám sát, thay vì hàng chục công nhân như trước đây.
4.1.3 Nâng cao chất lượng ngoại quan sản phẩm
Trong ngành gia dụng, yếu tố thẩm mỹ đóng vai trò quan trọng đối với quyết định mua hàng của người tiêu dùng. Vì vậy, việc đảm bảo chất lượng ngoại quan đồng đều giữa các sản phẩm là yêu cầu bắt buộc.
Nhờ kiểm soát chính xác quỹ đạo phun và lưu lượng sơn, robot có thể tạo lớp phủ mịn và đồng đều trên toàn bộ bề mặt. Sai số độ dày lớp sơn thường được giữ trong phạm vi ±5 µm.
Kết quả là bề mặt sản phẩm có độ bóng cao, không xuất hiện vết cam sần, chảy sơn hay lộ nền kim loại.
4.1.4 Đảm bảo tính ổn định trong sản xuất OEM ODM
Các thương hiệu quốc tế thường yêu cầu sản phẩm được sản xuất tại nhiều nhà máy nhưng vẫn phải đảm bảo chất lượng đồng nhất. Đây là thách thức lớn trong mô hình sản xuất OEM ODM.
Nhờ sử dụng dây chuyền sơn thiết bị gia dụng với hệ thống điều khiển tự động, các thông số quy trình có thể được tiêu chuẩn hóa và sao chép giữa các nhà máy.
Dữ liệu vận hành cũng được lưu trữ để phục vụ truy xuất nguồn gốc và kiểm soát chất lượng theo từng lô sản xuất.
4.1.5 Tăng độ bền và khả năng chống ăn mòn
Lớp sơn được phủ bằng dây chuyền tự động thường có cấu trúc màng ổn định hơn so với phun thủ công. Điều này giúp tăng khả năng chống ăn mòn và kéo dài tuổi thọ sản phẩm.
Trong các thử nghiệm phun muối, nhiều lớp sơn công nghiệp có thể chịu được hơn 720 giờ mà không xuất hiện hiện tượng rỉ sét. Điều này đặc biệt quan trọng đối với các sản phẩm như máy giặt hoặc lò vi sóng.
Quy trình sơn thiết bị gia dụng được kiểm soát tốt sẽ giúp sản phẩm duy trì màu sắc và độ bóng trong suốt thời gian sử dụng.
4.1.6 Tăng tính linh hoạt cho dây chuyền sản xuất
Một ưu điểm quan trọng khác của dây chuyền sơn tự động là khả năng thay đổi chương trình phun để phù hợp với nhiều loại sản phẩm khác nhau.
Robot phun sơn có thể lưu trữ hàng trăm chương trình quỹ đạo, cho phép chuyển đổi nhanh giữa các model sản phẩm. Thời gian thay đổi chương trình thường chỉ mất vài phút.
Điều này đặc biệt hữu ích đối với các nhà máy sản xuất nhiều dòng thiết bị gia dụng khác nhau như nồi cơm điện, máy hút bụi hay máy lọc không khí.
4.1.7 Ứng dụng trong nhiều loại thiết bị gia dụng
Hiện nay, dây chuyền sơn thiết bị gia dụng được ứng dụng rộng rãi trong sản xuất nhiều loại sản phẩm khác nhau. Các ứng dụng phổ biến bao gồm vỏ tủ lạnh, vỏ máy giặt, thân lò vi sóng và linh kiện điều hòa không khí.
Ngoài ra, dây chuyền cũng được sử dụng để sơn các chi tiết nhựa như mặt trước máy lọc không khí hoặc vỏ máy hút bụi. Những chi tiết này thường yêu cầu lớp phủ có độ bóng cao và khả năng chống trầy xước tốt.
Nhờ công nghệ sơn hiện đại, các nhà sản xuất có thể đáp ứng cả yêu cầu kỹ thuật lẫn thẩm mỹ của thị trường toàn cầu.
TÌM HIỂU THÊM: