
LÒ SẤY SƠN CÔNG NGHIỆP: 6 YẾU TỐ CÔNG NGHỆ QUYẾT ĐỊNH ĐỘ BỀN VÀ CHẤT LƯỢNG LỚP SƠN
Lò sấy sơn công nghiệp là mắt xích quan trọng trong chu trình hoàn thiện bề mặt kim loại, nhựa và vật liệu composite. Quá trình sấy không chỉ làm khô dung môi mà còn kích hoạt phản ứng đóng rắn của lớp phủ. Việc kiểm soát chính xác nhiệt độ, thời gian lưu và cơ chế truyền nhiệt sẽ quyết định độ bền, độ bám dính và tuổi thọ lớp sơn.
1. VAI TRÒ CỦA LÒ SẤY TRONG CHU TRÌNH SƠN CÔNG NGHIỆP
1.1 Lò sấy sơn công nghiệp trong dây chuyền xử lý bề mặt
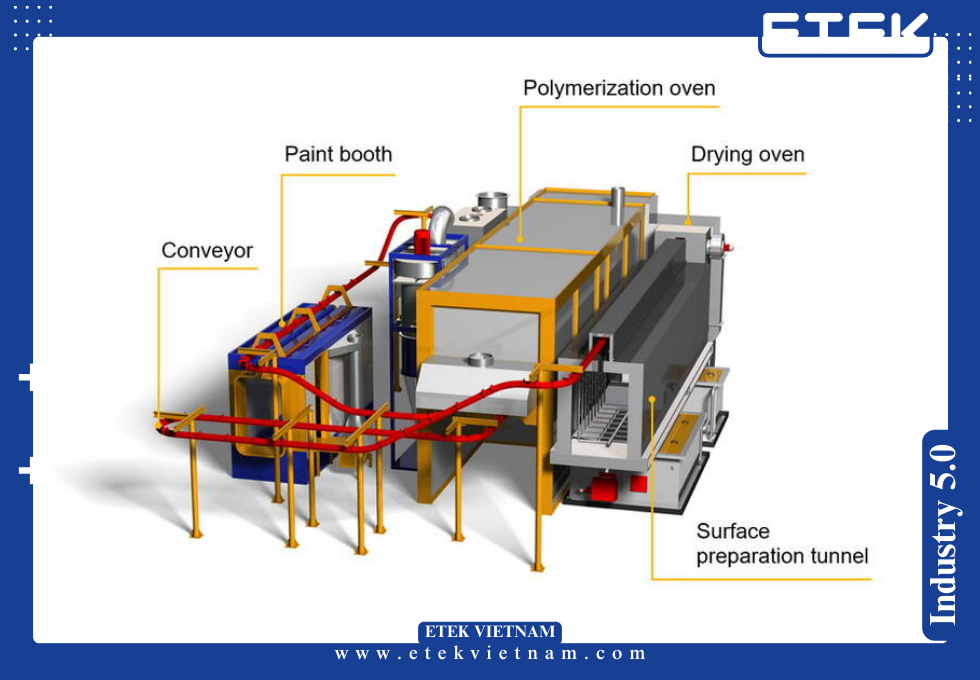
Trong dây chuyền hoàn thiện bề mặt kim loại, lò sấy sơn công nghiệp được bố trí sau công đoạn phun sơn hoặc nhúng sơn. Mục tiêu chính là loại bỏ dung môi bay hơi và kích hoạt phản ứng đóng rắn sơn. Đối với sơn epoxy hoặc polyester, nhiệt độ buồng sấy thường dao động từ 160°C đến 200°C, thời gian lưu 15–25 phút. Khi thông số nhiệt không ổn định, lớp sơn có thể xuất hiện hiện tượng pinhole, bọt khí hoặc giảm độ bám dính theo tiêu chuẩn ASTM D3359.
1.2 Cơ chế đóng rắn sơn trong quá trình sấy
Quá trình đóng rắn sơn là phản ứng polymer hóa hoặc liên kết chéo giữa các phân tử nhựa. Trong hệ sơn bột polyester TGIC, phản ứng liên kết xảy ra mạnh khi nhiệt độ vật đạt 180°C. Nếu nhiệt độ sấy sơn thấp hơn ngưỡng kích hoạt, phản ứng sẽ không hoàn toàn, dẫn đến lớp sơn mềm và dễ trầy xước. Ngược lại, nhiệt độ vượt quá 220°C có thể gây phân hủy polymer, làm giảm độ bóng và thay đổi màu sắc.
1.3 Ảnh hưởng của nhiệt độ sấy sơn đến độ bám dính
Nhiệt độ sấy sơn quyết định mức độ liên kết giữa lớp phủ và bề mặt nền. Với thép mạ kẽm, nhiệt độ vật liệu thường được kiểm soát trong khoảng 170–190°C để đảm bảo độ bám đạt cấp 5B theo ASTM D3359. Khi nhiệt độ không đồng đều trong buồng lò, các vùng nhiệt thấp có thể tạo ra lớp sơn under-cured. Điều này làm giảm khả năng chống ăn mòn muối theo thử nghiệm salt spray ASTM B117.
1.4 Phân bố nhiệt trong lò sấy sơn công nghiệp
Một lò sấy sơn công nghiệp hiệu quả phải duy trì sai lệch nhiệt độ trong buồng lò dưới ±5°C. Các hệ thống cảm biến PT100 hoặc thermocouple loại K thường được bố trí dọc theo chiều dài buồng sấy. Khi phân bố nhiệt không đồng đều, lớp sơn ở đầu vào có thể chưa đạt nhiệt độ kích hoạt, trong khi khu vực cuối lò bị quá nhiệt. Điều này gây biến dạng bề mặt và làm giảm tính đồng nhất của lớp phủ.
1.5 Vai trò của lưu lượng gió trong sấy đối lưu
Trong công nghệ sấy đối lưu, quạt tuần hoàn công suất 5–15 kW sẽ tạo lưu lượng gió từ 8.000 đến 20.000 m³/h. Dòng khí nóng được phân phối qua các cửa gió dạng slot nozzle để đảm bảo hệ số truyền nhiệt cao. Tốc độ gió điển hình trong buồng lò khoảng 2–5 m/s. Khi lưu lượng gió quá thấp, dung môi bay hơi chậm, gây hiện tượng bề mặt sơn bị nhăn hoặc tạo vết dòng chảy.
1.6 Kiểm soát thời gian lưu trong lò sấy
Thời gian lưu của sản phẩm trong lò sấy sơn công nghiệp phụ thuộc vào chiều dài buồng sấy và tốc độ băng tải. Ví dụ, một lò dài 25 m với tốc độ băng tải 1,2 m/phút sẽ tạo thời gian lưu khoảng 20 phút. Đây là thông số quan trọng để đảm bảo phản ứng đóng rắn sơn hoàn tất. Nếu thời gian lưu quá ngắn, lớp sơn không đạt độ cứng cần thiết theo thang đo pencil hardness ASTM D3363.
1.7 Mối liên hệ giữa sấy và độ bền lớp phủ
Chất lượng sấy ảnh hưởng trực tiếp đến độ bền hóa học và cơ học của lớp sơn. Khi nhiệt độ sấy sơn được duy trì ổn định, mạng polymer hình thành đồng đều, giúp lớp phủ đạt độ bền va đập trên 50 kg·cm theo ASTM D2794. Ngoài ra, lớp sơn được đóng rắn hoàn toàn sẽ có khả năng chống tia UV và chống ăn mòn cao hơn trong môi trường công nghiệp.
- Để hiểu vai trò của lò sấy trong dây chuyền sơn, bạn nên đọc bài “Dây chuyền sơn: Cấu tạo, nguyên lý và lựa chọn công nghệ phù hợp ngành công nghiệp”.
2. CÁC CÔNG NGHỆ SẤY TRONG LÒ SẤY SƠN CÔNG NGHIỆP HIỆN NAY
2.1 Công nghệ sấy đối lưu trong lò sấy sơn công nghiệp
Trong nhiều dây chuyền sơn kim loại, lò sấy sơn công nghiệp sử dụng nguyên lý sấy đối lưu để truyền nhiệt bằng không khí nóng. Không khí được gia nhiệt thông qua bộ trao đổi nhiệt gas hoặc điện trở, sau đó quạt tuần hoàn công suất 7,5–18 kW phân phối khí nóng vào buồng sấy. Nhiệt độ làm việc thường từ 150°C đến 220°C tùy loại sơn. Hệ số truyền nhiệt đối lưu đạt khoảng 20–60 W/m²K, giúp nhiệt thâm nhập dần vào chi tiết và kích hoạt phản ứng đóng rắn sơn trong toàn bộ lớp phủ.
2.2 Ưu điểm của công nghệ sấy đối lưu
Ưu điểm lớn nhất của sấy đối lưu là khả năng gia nhiệt đồng đều cho nhiều loại vật liệu và hình dạng chi tiết khác nhau. Trong lò sấy sơn công nghiệp, dòng khí nóng được phân phối qua các ống gió và nozzle để đảm bảo sai lệch nhiệt độ dưới ±5°C. Nhờ đó nhiệt độ sấy sơn trên bề mặt sản phẩm ổn định hơn, đặc biệt với các chi tiết lớn như khung thép, vỏ máy hoặc kết cấu kim loại dài. Công nghệ này phù hợp cho dây chuyền sơn bột công suất 200–800 kg sản phẩm mỗi giờ.
2.3 Công nghệ sấy hồng ngoại trong lò sấy sơn công nghiệp
Một giải pháp gia nhiệt nhanh trong lò sấy sơn công nghiệp là sấy hồng ngoại. Phương pháp này sử dụng bức xạ nhiệt từ các đèn IR bước sóng 2–10 µm để truyền năng lượng trực tiếp vào lớp sơn. Công suất mỗi module hồng ngoại thường từ 1 đến 6 kW. Khi chi tiết hấp thụ bức xạ, nhiệt độ bề mặt có thể tăng lên 180°C chỉ trong 2–5 phút, giúp quá trình đóng rắn sơn diễn ra nhanh hơn so với phương pháp đối lưu truyền thống.
2.4 Đặc điểm truyền nhiệt của sấy hồng ngoại
Trong sấy hồng ngoại, năng lượng bức xạ được hấp thụ trực tiếp bởi lớp sơn và bề mặt kim loại, do đó hiệu suất truyền nhiệt có thể đạt 70–90%. Điều này giúp nhiệt độ sấy sơn tăng nhanh mà không cần làm nóng toàn bộ thể tích không khí trong buồng lò. Tuy nhiên, phân bố năng lượng phụ thuộc nhiều vào khoảng cách đèn IR đến bề mặt sản phẩm, thường từ 200–600 mm. Nếu bố trí không hợp lý, lớp sơn có thể bị quá nhiệt cục bộ và ảnh hưởng đến độ bóng.
2.5 Kết hợp sấy đối lưu và sấy hồng ngoại
Nhiều hệ thống lò sấy sơn công nghiệp hiện đại kết hợp sấy đối lưu và sấy hồng ngoại nhằm tối ưu hiệu suất nhiệt. Giai đoạn đầu sử dụng hồng ngoại để gia nhiệt nhanh lớp sơn và bay hơi dung môi. Sau đó buồng sấy đối lưu duy trì nhiệt độ ổn định trong khoảng 170–200°C để hoàn tất quá trình đóng rắn sơn. Sự kết hợp này giúp giảm thời gian sấy từ 30 phút xuống còn khoảng 15–18 phút.
2.6 Công nghệ sấy bằng khí nóng tuần hoàn
Trong nhiều nhà máy sản xuất thiết bị cơ khí, lò sấy sơn công nghiệp sử dụng hệ thống khí nóng tuần hoàn để tiết kiệm năng lượng. Không khí sau khi truyền nhiệt được thu hồi và tái gia nhiệt qua bộ trao đổi nhiệt dạng ống cánh. Hiệu suất thu hồi nhiệt có thể đạt 60–75%. Nhờ đó nhiệt độ sấy sơn được duy trì ổn định trong suốt chu kỳ vận hành, đồng thời giảm mức tiêu thụ nhiên liệu gas hoặc điện.
2.7 Lựa chọn công nghệ sấy phù hợp
Việc lựa chọn công nghệ trong lò sấy sơn công nghiệp phụ thuộc vào nhiều yếu tố như loại sơn, kích thước sản phẩm và công suất dây chuyền. Với sơn bột polyester, hệ thống sấy đối lưu thường được ưu tiên vì khả năng phân bố nhiệt đồng đều. Trong khi đó sấy hồng ngoại phù hợp cho dây chuyền tốc độ cao hoặc chi tiết nhỏ cần gia nhiệt nhanh. Sự lựa chọn đúng công nghệ giúp đảm bảo phản ứng đóng rắn sơn hoàn toàn và duy trì chất lượng lớp phủ ổn định.

3. CÁC THÔNG SỐ KỸ THUẬT QUAN TRỌNG TRONG LÒ SẤY SƠN CÔNG NGHIỆP
3.1 Kiểm soát nhiệt độ sấy sơn trong buồng lò
Trong lò sấy sơn công nghiệp, việc kiểm soát nhiệt độ sấy sơn là yếu tố quan trọng nhất quyết định chất lượng lớp phủ. Các cảm biến nhiệt độ PT100 hoặc thermocouple loại K thường được bố trí tại nhiều vị trí trong buồng lò. Hệ thống điều khiển PID sẽ điều chỉnh công suất gia nhiệt để duy trì nhiệt độ trong khoảng 160–220°C. Khi sai lệch nhiệt độ vượt quá ±5°C, quá trình đóng rắn sơn có thể bị ảnh hưởng.
3.2 Tốc độ gió trong hệ thống sấy đối lưu
Trong các hệ thống sấy đối lưu, tốc độ gió ảnh hưởng trực tiếp đến hệ số truyền nhiệt và tốc độ bay hơi dung môi. Trong lò sấy sơn công nghiệp, vận tốc gió thường được thiết kế từ 2 đến 6 m/s. Quạt ly tâm công suất 5–15 kW sẽ đảm bảo lưu lượng khí nóng từ 10.000 đến 25.000 m³/h. Khi tốc độ gió quá thấp, lớp sơn có thể khô không đều, gây hiện tượng bề mặt nhăn hoặc chảy sơn.
3.3 Thời gian đóng rắn sơn
Thời gian đóng rắn sơn phụ thuộc vào loại vật liệu phủ và cấu trúc polymer. Với sơn bột epoxy-polyester, nhiệt độ vật cần đạt khoảng 180°C trong 10–15 phút để hoàn tất phản ứng liên kết chéo. Trong lò sấy sơn công nghiệp, thông số này được xác định bằng cách tính toán chiều dài buồng sấy và tốc độ băng tải. Nếu thời gian lưu không đủ, lớp sơn sẽ không đạt độ cứng yêu cầu theo tiêu chuẩn pencil hardness.
3.4 Phân bố nhiệt trong buồng lò
Phân bố nhiệt đồng đều là điều kiện quan trọng để lò sấy sơn công nghiệp hoạt động ổn định. Các nhà sản xuất thường thiết kế hệ thống ống gió và nozzle phân phối khí nóng để giảm gradient nhiệt trong buồng sấy. Khi vận hành, chênh lệch nhiệt độ sấy sơn giữa các vị trí không nên vượt quá 5°C. Nếu chênh lệch quá lớn, sản phẩm có thể bị đóng rắn không đồng đều.
3.5 Hiệu suất truyền nhiệt của lò sấy
Hiệu suất truyền nhiệt của lò sấy sơn công nghiệp phụ thuộc vào cách bố trí hệ thống sấy đối lưu hoặc sấy hồng ngoại. Với đối lưu, hiệu suất truyền nhiệt thường đạt 40–60%. Trong khi đó sấy hồng ngoại có thể đạt hiệu suất lên tới 80% do năng lượng được hấp thụ trực tiếp bởi lớp sơn. Sự khác biệt này ảnh hưởng đáng kể đến thời gian đóng rắn sơn và mức tiêu thụ năng lượng của hệ thống.
3.6 Độ dày lớp sơn và ảnh hưởng đến quá trình sấy
Độ dày lớp phủ là yếu tố quan trọng trong thiết kế thông số nhiệt độ sấy sơn. Với sơn bột tĩnh điện, độ dày tiêu chuẩn thường từ 60–100 µm. Nếu lớp sơn dày hơn 120 µm, quá trình đóng rắn sơn sẽ cần thời gian lâu hơn để nhiệt thâm nhập vào toàn bộ lớp polymer. Trong lò sấy sơn công nghiệp, điều này có thể yêu cầu giảm tốc độ băng tải hoặc tăng nhiệt độ buồng sấy.
3.7 Ảnh hưởng của kích thước sản phẩm
Kích thước và khối lượng sản phẩm ảnh hưởng trực tiếp đến hiệu quả gia nhiệt của lò sấy sơn công nghiệp. Các chi tiết thép dày hoặc có khối lượng lớn sẽ hấp thụ nhiệt chậm hơn, khiến nhiệt độ lõi vật liệu tăng chậm so với bề mặt. Trong hệ thống sấy đối lưu, cần tăng thời gian lưu hoặc nâng nhiệt độ sấy sơn để đảm bảo phản ứng đóng rắn sơn diễn ra hoàn toàn.
- Lò sấy nằm trong chuỗi các bước được trình bày tại bài “Chu trình sơn công nghiệp trong dây chuyền sơn”.
4. CÁC YẾU TỐ CÔNG NGHỆ ẢNH HƯỞNG ĐẾN HIỆU QUẢ LÒ SẤY SƠN CÔNG NGHIỆP
4.1 Thiết kế buồng nhiệt trong lò sấy sơn công nghiệp
Trong thiết kế lò sấy sơn công nghiệp, buồng nhiệt phải đảm bảo khả năng giữ nhiệt ổn định và phân bố nhiệt đồng đều. Vật liệu cách nhiệt thường sử dụng bông khoáng mật độ 80–120 kg/m³ với độ dày 100–150 mm. Lớp cách nhiệt này giúp giảm thất thoát nhiệt xuống dưới 10%. Khi nhiệt lượng được giữ ổn định, nhiệt độ sấy sơn trong buồng lò ít dao động, tạo điều kiện thuận lợi cho quá trình đóng rắn sơn diễn ra đồng đều trên toàn bộ bề mặt sản phẩm.
4.2 Hệ thống tuần hoàn khí nóng
Một lò sấy sơn công nghiệp hiệu quả luôn có hệ thống tuần hoàn khí nóng để duy trì điều kiện nhiệt ổn định. Trong hệ thống sấy đối lưu, quạt tuần hoàn công suất 7,5–22 kW tạo lưu lượng gió từ 12.000 đến 30.000 m³/h. Dòng khí nóng liên tục di chuyển qua các ống dẫn và cửa gió, giúp nhiệt truyền đều đến mọi vị trí trong buồng sấy. Khi dòng khí ổn định, quá trình đóng rắn sơn sẽ diễn ra đồng nhất, tránh hiện tượng lớp sơn khô không đều.
4.3 Cấu trúc hệ thống gia nhiệt
Hệ thống gia nhiệt là thành phần cốt lõi của lò sấy sơn công nghiệp. Nguồn nhiệt có thể đến từ burner gas, điện trở nhiệt hoặc module sấy hồng ngoại. Trong hệ thống gas, đầu đốt công suất thường từ 200.000 đến 600.000 kcal/h. Nhiệt lượng được truyền qua bộ trao đổi nhiệt rồi phân phối vào buồng sấy đối lưu. Nếu hệ thống gia nhiệt không ổn định, nhiệt độ sấy sơn sẽ dao động lớn, làm giảm hiệu quả đóng rắn sơn.
4.4 Kiểm soát độ ẩm và dung môi bay hơi
Trong quá trình sấy, dung môi từ lớp sơn bay hơi và hòa vào dòng khí nóng trong lò sấy sơn công nghiệp. Nếu không được kiểm soát, nồng độ dung môi có thể đạt tới 20–25% giới hạn nổ LEL. Vì vậy hệ thống sấy đối lưu thường kết hợp quạt hút và cửa xả khí để duy trì nồng độ dung môi dưới 10% LEL. Khi môi trường trong buồng lò ổn định, phản ứng đóng rắn sơn diễn ra hiệu quả hơn và lớp phủ đạt chất lượng cao.
4.5 Tối ưu hóa nhiệt độ sấy sơn
Trong vận hành lò sấy sơn công nghiệp, việc tối ưu nhiệt độ sấy sơn giúp cân bằng giữa chất lượng lớp phủ và tiêu thụ năng lượng. Ví dụ, với sơn polyester TGIC, nhiệt độ buồng lò thường được đặt ở 190°C để đảm bảo nhiệt độ vật đạt khoảng 180°C. Khi kết hợp sấy hồng ngoại ở giai đoạn đầu, nhiệt độ bề mặt có thể tăng nhanh, giúp rút ngắn thời gian gia nhiệt trước khi bước vào giai đoạn sấy đối lưu ổn định.
4.6 Kiểm soát tốc độ băng tải
Tốc độ băng tải quyết định thời gian lưu sản phẩm trong lò sấy sơn công nghiệp. Với buồng sấy dài 30 m, tốc độ băng tải thường được điều chỉnh từ 1 đến 1,5 m/phút để đảm bảo thời gian đóng rắn sơn khoảng 18–25 phút. Nếu tốc độ quá cao, nhiệt độ sấy sơn chưa kịp thâm nhập vào lớp phủ. Điều này làm lớp sơn không đạt độ cứng và độ bám dính theo tiêu chuẩn kiểm tra cơ học.
4.7 Hiệu quả năng lượng của hệ thống sấy
Tiêu thụ năng lượng là yếu tố quan trọng trong vận hành lò sấy sơn công nghiệp. Một hệ thống sấy đối lưu tiêu chuẩn có mức tiêu thụ từ 120 đến 250 kWh cho mỗi tấn sản phẩm sơn. Khi kết hợp sấy hồng ngoại, mức tiêu thụ năng lượng có thể giảm 15–30% nhờ gia nhiệt nhanh hơn. Ngoài ra, việc thu hồi khí nóng tuần hoàn cũng giúp giảm chi phí vận hành mà vẫn đảm bảo quá trình đóng rắn sơn đạt hiệu quả.

5. XU HƯỚNG THIẾT KẾ LÒ SẤY SƠN CÔNG NGHIỆP TRONG NHÀ MÁY HIỆN ĐẠI
5.1 Tự động hóa hệ thống điều khiển
Trong các dây chuyền sản xuất hiện đại, lò sấy sơn công nghiệp thường được tích hợp hệ thống điều khiển PLC và HMI. Hệ thống này giám sát nhiệt độ sấy sơn, tốc độ băng tải và lưu lượng gió theo thời gian thực. Khi phát hiện sai lệch nhiệt độ, bộ điều khiển PID sẽ tự động điều chỉnh công suất gia nhiệt hoặc tốc độ quạt trong hệ thống sấy đối lưu. Nhờ đó quá trình đóng rắn sơn luôn duy trì trong điều kiện tối ưu.
5.2 Tối ưu hóa phân bố nhiệt
Một xu hướng thiết kế mới của lò sấy sơn công nghiệp là tối ưu hóa phân bố nhiệt trong buồng lò. Các kỹ sư sử dụng mô phỏng CFD để phân tích dòng khí trong hệ thống sấy đối lưu. Kết quả mô phỏng giúp điều chỉnh vị trí nozzle, góc phun khí và lưu lượng gió để giảm vùng chết nhiệt. Khi nhiệt độ sấy sơn được phân bố đồng đều, lớp phủ đạt độ cứng và độ bám dính ổn định trên toàn bộ sản phẩm.
5.3 Kết hợp nhiều công nghệ sấy
Nhiều nhà máy hiện nay áp dụng mô hình lò sấy sơn công nghiệp lai, kết hợp sấy hồng ngoại và sấy đối lưu. Giai đoạn đầu, module hồng ngoại giúp tăng nhanh nhiệt độ sấy sơn và thúc đẩy quá trình bay hơi dung môi. Sau đó buồng đối lưu duy trì nhiệt ổn định để hoàn tất phản ứng đóng rắn sơn. Mô hình này giúp giảm chiều dài buồng sấy từ 30 m xuống còn khoảng 20 m nhưng vẫn giữ nguyên hiệu suất sản xuất.
5.4 Tiết kiệm năng lượng và giảm phát thải
Một lò sấy sơn công nghiệp hiện đại thường tích hợp hệ thống thu hồi nhiệt và xử lý khí thải. Nhiệt từ khí xả được tái sử dụng để gia nhiệt không khí đầu vào của hệ thống sấy đối lưu. Nhờ đó mức tiêu thụ nhiên liệu có thể giảm tới 20%. Đồng thời hệ thống đốt xúc tác hoặc RTO được sử dụng để xử lý dung môi bay hơi, đảm bảo môi trường vận hành an toàn trong quá trình đóng rắn sơn.
5.5 Tích hợp giám sát dữ liệu sản xuất
Các nhà máy thông minh thường kết nối lò sấy sơn công nghiệp với hệ thống quản lý sản xuất MES. Dữ liệu như nhiệt độ sấy sơn, lưu lượng gió trong sấy đối lưu, công suất sấy hồng ngoại và thời gian đóng rắn sơn được ghi lại liên tục. Phân tích dữ liệu giúp kỹ sư tối ưu thông số vận hành và phát hiện sớm sự cố thiết bị. Điều này góp phần duy trì chất lượng lớp sơn ổn định trong sản xuất hàng loạt.
5.6 Tính linh hoạt trong thiết kế dây chuyền
Một xu hướng khác trong thiết kế lò sấy sơn công nghiệp là khả năng mở rộng công suất. Buồng sấy được thiết kế dạng module để có thể tăng chiều dài khi sản lượng tăng. Hệ thống sấy đối lưu và sấy hồng ngoại cũng được bố trí theo từng cụm riêng biệt. Điều này giúp nhà máy dễ dàng điều chỉnh nhiệt độ sấy sơn và thời gian đóng rắn sơn cho nhiều loại sản phẩm khác nhau.
5.7 Vai trò của lò sấy sơn công nghiệp trong chất lượng lớp phủ
Trong toàn bộ dây chuyền hoàn thiện bề mặt, lò sấy sơn công nghiệp là thiết bị quyết định độ bền và tính thẩm mỹ của lớp phủ. Khi nhiệt độ sấy sơn được kiểm soát chính xác và hệ thống sấy đối lưu hoặc sấy hồng ngoại hoạt động ổn định, phản ứng đóng rắn sơn sẽ diễn ra hoàn toàn. Điều này giúp lớp phủ đạt độ bền cơ học cao, chống ăn mòn tốt và duy trì màu sắc ổn định trong môi trường công nghiệp.
- Các rủi ro nhiệt và biện pháp phòng ngừa sẽ được phân tích tại bài “Phòng chống cháy nổ cho lò sấy sơn”.
6. 6 YẾU TỐ CÔNG NGHỆ QUYẾT ĐỊNH CHẤT LƯỢNG LÒ SẤY SƠN CÔNG NGHIỆP
6.1 Kiểm soát chính xác nhiệt độ sấy sơn
Trong vận hành lò sấy sơn công nghiệp, yếu tố quan trọng nhất là kiểm soát chính xác nhiệt độ sấy sơn. Các hệ thống hiện đại sử dụng cảm biến nhiệt PT100 hoặc thermocouple loại K với sai số ±0,5°C. Dữ liệu nhiệt độ được truyền về bộ điều khiển PID để điều chỉnh công suất gia nhiệt theo thời gian thực. Khi nhiệt độ vật đạt mức thiết kế, phản ứng đóng rắn sơn sẽ diễn ra ổn định, giúp lớp phủ đạt độ cứng bề mặt cao và độ bám dính tốt theo các tiêu chuẩn kiểm tra cơ học.
6.2 Phân bố nhiệt đồng đều trong buồng sấy
Một lò sấy sơn công nghiệp hiệu quả cần duy trì sự đồng đều nhiệt trong toàn bộ buồng sấy. Sai lệch nhiệt độ sấy sơn giữa các vị trí thường được giới hạn trong khoảng ±3–5°C. Để đạt được điều này, hệ thống sấy đối lưu sử dụng quạt tuần hoàn công suất lớn kết hợp với các cửa gió phân phối khí nóng. Khi nhiệt được phân bố đồng đều, quá trình đóng rắn sơn diễn ra đồng nhất trên mọi bề mặt sản phẩm, hạn chế hiện tượng lớp sơn bị non hoặc quá nhiệt.
6.3 Lưu lượng gió và hiệu suất sấy đối lưu
Trong công nghệ sấy đối lưu, lưu lượng gió ảnh hưởng trực tiếp đến tốc độ truyền nhiệt. Một lò sấy sơn công nghiệp tiêu chuẩn thường có lưu lượng gió tuần hoàn từ 15.000 đến 35.000 m³/h. Dòng khí nóng di chuyển qua bề mặt sản phẩm với vận tốc 3–6 m/s, giúp nhiệt lượng truyền nhanh vào lớp sơn. Khi lưu lượng gió được tối ưu, nhiệt độ sấy sơn tăng ổn định và phản ứng đóng rắn sơn đạt hiệu suất cao hơn.
6.4 Ứng dụng sấy hồng ngoại để gia nhiệt nhanh
Trong nhiều dây chuyền sơn tốc độ cao, sấy hồng ngoại được tích hợp trong lò sấy sơn công nghiệp để rút ngắn thời gian gia nhiệt ban đầu. Các module IR công suất 2–5 kW có thể nâng nhiệt độ sấy sơn lên 150–180°C chỉ trong vài phút. Khi lớp sơn được gia nhiệt nhanh, dung môi bay hơi hiệu quả và bề mặt sơn đạt trạng thái thích hợp để bước vào giai đoạn sấy đối lưu hoàn tất quá trình đóng rắn sơn.
6.5 Thời gian đóng rắn sơn
Thời gian đóng rắn sơn phụ thuộc vào loại nhựa polymer và độ dày lớp phủ. Với sơn bột polyester, nhiệt độ vật liệu thường phải duy trì ở 180°C trong khoảng 12–18 phút. Trong lò sấy sơn công nghiệp, thông số này được điều chỉnh thông qua chiều dài buồng sấy và tốc độ băng tải. Nếu thời gian lưu quá ngắn, nhiệt độ sấy sơn chưa kịp truyền sâu vào lớp phủ, khiến lớp sơn không đạt độ cứng yêu cầu.
6.6 Hiệu quả năng lượng của lò sấy sơn công nghiệp
Tiêu thụ năng lượng là chỉ số quan trọng khi đánh giá hiệu quả của lò sấy sơn công nghiệp. Các hệ thống sấy đối lưu truyền thống tiêu thụ khoảng 150–250 kWh cho mỗi tấn sản phẩm sơn. Khi kết hợp sấy hồng ngoại và thu hồi nhiệt từ khí thải, mức tiêu thụ có thể giảm 20–30%. Nhờ tối ưu nhiệt độ sấy sơn và quá trình đóng rắn sơn, nhà máy có thể duy trì chất lượng lớp phủ ổn định đồng thời giảm chi phí vận hành.
6.7 Tích hợp kiểm soát quá trình sấy
Trong các dây chuyền sản xuất hiện đại, lò sấy sơn công nghiệp thường được tích hợp hệ thống giám sát thông minh. Các thông số như nhiệt độ sấy sơn, lưu lượng gió của sấy đối lưu, công suất sấy hồng ngoại và thời gian đóng rắn sơn được ghi lại liên tục. Phân tích dữ liệu vận hành giúp kỹ sư điều chỉnh hệ thống để đạt hiệu suất tối ưu và đảm bảo lớp sơn đạt chất lượng cao trong sản xuất hàng loạt.
KẾT LUẬN
Trong chu trình hoàn thiện bề mặt, lò sấy sơn công nghiệp đóng vai trò quyết định đến độ bền, độ bám dính và tính thẩm mỹ của lớp phủ. Việc kiểm soát chính xác nhiệt độ sấy sơn, tối ưu hệ thống sấy đối lưu và kết hợp sấy hồng ngoại giúp quá trình đóng rắn sơn diễn ra hoàn toàn. Khi các yếu tố công nghệ được thiết kế và vận hành đúng cách, dây chuyền sơn không chỉ đạt hiệu suất cao mà còn đảm bảo chất lượng lớp phủ ổn định trong thời gian dài.
TÌM HIỂU THÊM: