
AN TOÀN LÒ SẤY SƠN TRONG DÂY CHUYỀN SƠN: 6 RỦI RO NHIỆT CẦN KIỂM SOÁT ĐỂ TRÁNH CHÁY NỔ
an toàn lò sấy sơn là yếu tố quyết định trong vận hành dây chuyền sơn công nghiệp, đặc biệt ở giai đoạn sấy và đóng rắn. Nhiệt độ cao kết hợp với dung môi bay hơi và hệ thống thông gió không đạt chuẩn có thể tạo ra môi trường dễ cháy. Việc nhận diện đúng rủi ro nhiệt và áp dụng các biện pháp kiểm soát kỹ thuật giúp đảm bảo vận hành ổn định và giảm nguy cơ cháy nổ.
1. Tổng quan về an toàn lò sấy sơn trong dây chuyền sơn công nghiệp
1.1 Vai trò của an toàn lò sấy sơn trong giai đoạn đóng rắn
Trong dây chuyền sơn, lò sấy đảm nhiệm nhiệm vụ gia nhiệt nhằm làm bay hơi dung môi và kích hoạt phản ứng đóng rắn của lớp phủ. Nhiệt độ vận hành thường nằm trong khoảng 120°C đến 220°C tùy loại sơn epoxy, polyester hoặc polyurethane.
Nếu hệ thống gia nhiệt không được kiểm soát chính xác, sự tích tụ hơi dung môi có thể đạt tới giới hạn cháy nổ dưới LEL (Lower Explosive Limit). Khi nồng độ hơi dung môi vượt quá 25% LEL, nguy cơ cháy nổ trong buồng sấy tăng mạnh.
Vì vậy, an toàn lò sấy sơn không chỉ là vấn đề thiết bị mà còn liên quan trực tiếp đến kiểm soát khí cháy, nhiệt độ và lưu lượng gió trong toàn bộ buồng sấy.
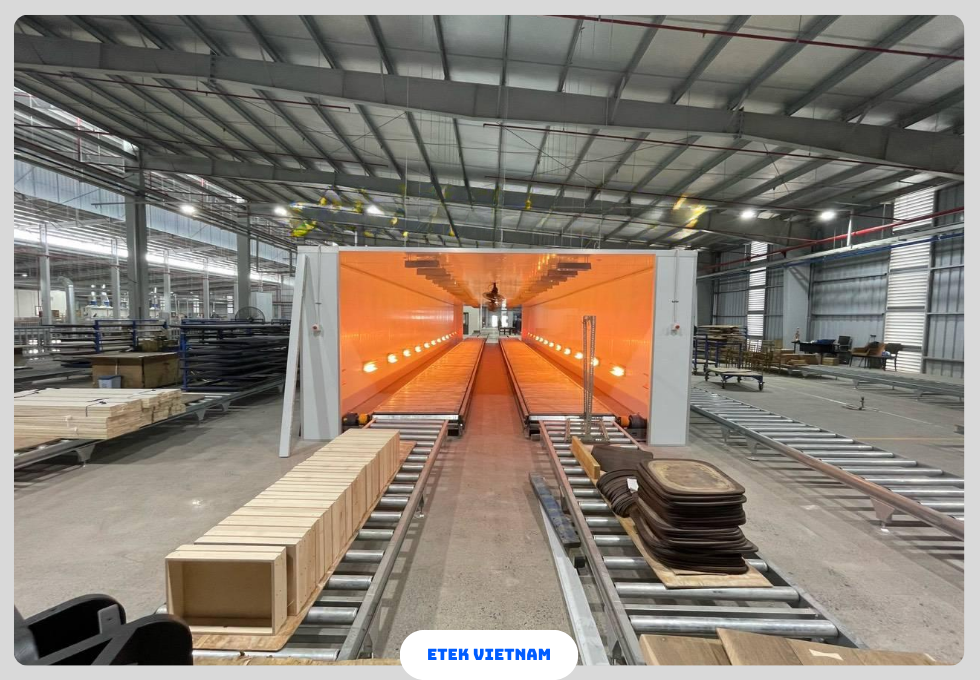
1.2 Cấu trúc cơ bản của lò sấy sơn công nghiệp
Một lò sấy sơn công nghiệp thường bao gồm buồng gia nhiệt, hệ thống tuần hoàn khí nóng, quạt cấp khí tươi, quạt hút khí thải và bộ trao đổi nhiệt. Ngoài ra còn có hệ thống cảm biến nhiệt độ, cảm biến áp suất và bộ điều khiển PLC.
Khí nóng trong lò được tuần hoàn với tỷ lệ 80% đến 90% nhằm tiết kiệm năng lượng. Phần khí còn lại được xả ra ngoài để loại bỏ hơi dung môi tích tụ.
Thiết kế này giúp duy trì nhiệt độ đồng đều trong buồng sấy, thường sai số không vượt quá ±3°C, đảm bảo lớp sơn đóng rắn đúng tiêu chuẩn kỹ thuật.
1.3 Mối liên hệ giữa nhiệt độ và dung môi trong lò sấy
Dung môi trong sơn lỏng như xylene, toluene hoặc MEK có nhiệt độ bay hơi thấp và giới hạn cháy nổ dưới tương đối thấp. Ví dụ, toluene có LEL khoảng 1.2% thể tích trong không khí.
Khi nhiệt độ trong lò tăng, tốc độ bay hơi dung môi tăng theo hàm mũ. Nếu hệ thống thông gió không đủ lưu lượng, hơi dung môi tích tụ nhanh chóng.
Trong điều kiện nhiệt độ 160°C, tốc độ bay hơi dung môi có thể tăng gấp 5 đến 8 lần so với môi trường 30°C. Đây là lý do tại sao rủi ro nhiệt sơn luôn được xem là yếu tố nguy hiểm nhất trong khu vực lò sấy.
1.4 Vai trò của thông gió trong kiểm soát an toàn lò sấy
Thông gió là cơ chế chính để kiểm soát nồng độ dung môi trong buồng sấy. Lưu lượng khí tươi được thiết kế sao cho nồng độ hơi dung môi luôn thấp hơn 25% LEL theo tiêu chuẩn NFPA 86.
Trong thực tế, các lò sấy công nghiệp thường duy trì tốc độ trao đổi không khí từ 6 đến 12 lần mỗi giờ. Điều này giúp giữ nồng độ dung môi ổn định trong phạm vi an toàn.
Ngoài ra, hệ thống đo LEL trực tuyến thường được lắp đặt để cảnh báo khi nồng độ hơi dung môi vượt quá ngưỡng an toàn.
1.5 Các tiêu chuẩn kỹ thuật liên quan đến an toàn thiết bị sấy
Các tiêu chuẩn quốc tế như NFPA 86, EN 1539 và ISO 13577 quy định rõ yêu cầu về an toàn thiết bị sấy trong ngành sơn.
Theo NFPA 86, tất cả các lò sấy có sử dụng dung môi dễ cháy phải được trang bị hệ thống purge trước khi khởi động nhằm loại bỏ hơi dung môi còn tồn đọng.
Thời gian purge thường kéo dài từ 4 đến 8 lần thể tích buồng sấy, đảm bảo nồng độ hơi dung môi giảm xuống dưới mức nguy hiểm trước khi cấp nhiệt.
1.6 Tầm quan trọng của giám sát nhiệt độ trong lò sấy
Hệ thống kiểm soát nhiệt độ trong lò sấy thường sử dụng cảm biến thermocouple loại K hoặc RTD Pt100. Sai số đo thường nằm trong khoảng ±1°C.
Nếu nhiệt độ vượt quá giá trị cài đặt khoảng 10°C đến 15°C, bộ điều khiển an toàn sẽ kích hoạt chế độ shutdown để ngăn chặn nguy cơ cháy nổ lò sấy.
Ngoài ra, nhiều dây chuyền sơn hiện đại còn tích hợp hệ thống giám sát nhiệt đa điểm để phát hiện vùng quá nhiệt trong buồng sấy.
Để hiểu vị trí và vai trò lò sấy trong tổng thể hệ thống, bạn nên xem bài “Dây chuyền sơn: Cấu tạo, nguyên lý và lựa chọn công nghệ phù hợp ngành công nghiệp”.
2. 6 rủi ro nhiệt phổ biến ảnh hưởng đến an toàn lò sấy sơn
2.1 Tích tụ hơi dung môi gây cháy nổ lò sấy
Trong quá trình sấy, dung môi bay hơi liên tục từ bề mặt lớp sơn. Nếu tốc độ bay hơi vượt quá khả năng hút của hệ thống thông gió, hơi dung môi sẽ tích tụ trong buồng sấy.
Khi nồng độ hơi dung môi đạt từ 50% đến 100% LEL và gặp nguồn nhiệt hoặc tia lửa điện, phản ứng cháy có thể xảy ra ngay lập tức.
Đây là nguyên nhân phổ biến nhất gây cháy nổ lò sấy trong ngành sơn công nghiệp.
2.2 Quá nhiệt do lỗi hệ thống điều khiển
Hệ thống gia nhiệt của lò sấy sơn công nghiệp thường sử dụng burner gas, điện trở hoặc dầu tải nhiệt. Nếu bộ điều khiển PID hoặc cảm biến nhiệt bị lỗi, nhiệt độ có thể tăng vượt mức thiết kế.
Ví dụ, khi nhiệt độ thiết kế là 180°C nhưng hệ thống đạt tới 240°C, dung môi trong lớp sơn có thể bốc cháy.
Quá nhiệt kéo dài cũng có thể làm hỏng lớp cách nhiệt và gây nguy cơ cháy trong cấu trúc lò.
2.3 Phân bố nhiệt không đồng đều trong buồng sấy
Trong nhiều trường hợp, luồng khí nóng tuần hoàn không được thiết kế tối ưu khiến một số khu vực trong buồng sấy có nhiệt độ cao hơn đáng kể.
Sự chênh lệch nhiệt độ có thể lên tới 20°C đến 30°C giữa các vị trí khác nhau.
Các vùng quá nhiệt này làm tăng rủi ro nhiệt sơn, đặc biệt khi sản phẩm có lớp sơn dày hoặc chứa nhiều dung môi.
2.4 Tích tụ bụi sơn trong hệ thống tuần hoàn
Trong các dây chuyền sơn tĩnh điện, một lượng nhỏ bột sơn hoặc bụi sơn có thể đi vào hệ thống tuần hoàn khí nóng.
Theo thời gian, bụi này tích tụ trên cánh quạt, bộ trao đổi nhiệt và vách buồng sấy.
Khi nhiệt độ đạt trên 200°C, lớp bụi sơn có thể bị phân hủy nhiệt hoặc bốc cháy, tạo thành nguồn gây cháy trong lò sấy.
2.5 Hỏng quạt tuần hoàn làm tăng rủi ro nhiệt sơn
Quạt tuần hoàn đóng vai trò phân phối khí nóng đều khắp buồng sấy. Khi quạt bị hỏng hoặc giảm tốc độ, luồng khí nóng bị gián đoạn.
Điều này dẫn đến hiện tượng điểm nóng cục bộ trong buồng sấy. Nhiệt độ tại các điểm này có thể vượt mức thiết kế từ 30°C đến 50°C.
Hiện tượng này làm tăng đáng kể nguy cơ cháy trong hệ thống an toàn thiết bị sấy.
2.6 Tia lửa điện từ thiết bị điện trong lò
Các thiết bị điện như motor quạt, relay, cảm biến và dây dẫn nếu không đạt chuẩn chống cháy nổ có thể phát sinh tia lửa điện.
Khi tia lửa gặp môi trường có hơi dung môi vượt quá 25% LEL, phản ứng cháy có thể xảy ra.
Do đó, trong các khu vực có nguy cơ cao, thiết bị điện thường phải đạt chuẩn chống cháy nổ ATEX hoặc IECEx.

3. Mối liên hệ giữa nhiệt độ – dung môi – thông gió trong an toàn lò sấy sơn
3.1 Cơ chế bay hơi dung môi trong lò sấy sơn công nghiệp
Trong lò sấy sơn công nghiệp, quá trình bay hơi dung môi diễn ra theo cơ chế khuếch tán nhiệt và đối lưu khí nóng. Khi nhiệt độ tăng, áp suất hơi bão hòa của dung môi tăng theo phương trình Clausius–Clapeyron, làm tốc độ bay hơi tăng mạnh.
Ví dụ, dung môi xylene có áp suất hơi khoảng 6 mmHg ở 25°C nhưng có thể tăng lên hơn 90 mmHg khi nhiệt độ đạt 150°C. Sự gia tăng này khiến lượng hơi dung môi trong buồng sấy tăng nhanh trong thời gian ngắn.
Nếu hệ thống thông gió không kịp loại bỏ lượng hơi này, nồng độ hơi dung môi có thể vượt ngưỡng an toàn. Vì vậy, việc kiểm soát nhiệt độ và lưu lượng khí là nền tảng của an toàn lò sấy sơn.
3.2 Ảnh hưởng của nhiệt độ đến rủi ro nhiệt sơn
Nhiệt độ trong buồng sấy quyết định trực tiếp đến tốc độ phản ứng hóa học của lớp sơn và tốc độ bay hơi dung môi. Khi nhiệt độ tăng thêm 10°C, tốc độ phản ứng đóng rắn của nhiều loại sơn epoxy có thể tăng gấp đôi.
Tuy nhiên, nhiệt độ quá cao cũng làm dung môi bay hơi quá nhanh, gây tích tụ hơi dung môi cục bộ. Trong nhiều trường hợp, lớp sơn bên ngoài khô nhanh nhưng dung môi bên trong vẫn bị giữ lại.
Hiện tượng này làm tăng rủi ro nhiệt sơn vì dung môi có thể thoát ra đột ngột khi nhiệt độ tăng thêm, làm nồng độ hơi dung môi tăng đột biến trong buồng sấy.
3.3 Vai trò của thông gió trong kiểm soát nồng độ dung môi
Hệ thống thông gió trong lò sấy sơn công nghiệp có nhiệm vụ duy trì nồng độ hơi dung môi dưới mức an toàn. Lưu lượng khí tươi thường được thiết kế dựa trên lượng dung môi bay hơi tối đa.
Ví dụ, nếu một dây chuyền sơn bay hơi khoảng 3 kg dung môi mỗi giờ, hệ thống thông gió phải đảm bảo lưu lượng khí đủ để giữ nồng độ dung môi dưới 25% LEL.
Trong thực tế, lưu lượng khí tươi thường nằm trong khoảng 3.000 đến 10.000 m³/h tùy theo kích thước buồng sấy và tải sản phẩm.
Điều này giúp duy trì điều kiện ổn định cho an toàn thiết bị sấy.
3.4 Cân bằng giữa nhiệt độ và tốc độ gió trong buồng sấy
Một yếu tố quan trọng trong thiết kế an toàn lò sấy sơn là cân bằng giữa nhiệt độ và tốc độ gió tuần hoàn.
Nếu tốc độ gió quá thấp, khí nóng không được phân bố đều, tạo ra các vùng nhiệt cao cục bộ. Ngược lại, nếu tốc độ gió quá cao, quá trình bay hơi dung môi có thể diễn ra quá nhanh.
Trong nhiều dây chuyền sơn hiện đại, tốc độ gió tuần hoàn thường được duy trì trong khoảng 0.5 đến 1.5 m/s để đảm bảo phân bố nhiệt đồng đều mà không gây xáo trộn lớp sơn.
3.5 Hệ thống cảm biến LEL trong kiểm soát cháy nổ lò sấy
Để kiểm soát cháy nổ lò sấy, nhiều nhà máy sử dụng cảm biến LEL để đo nồng độ hơi dung môi trong buồng sấy.
Các cảm biến này thường hoạt động dựa trên nguyên lý xúc tác hoặc hồng ngoại. Khi nồng độ hơi dung môi đạt 20% LEL, hệ thống sẽ phát tín hiệu cảnh báo.
Nếu nồng độ đạt 40% LEL, hệ thống điều khiển có thể tự động ngắt burner và kích hoạt quạt thông gió khẩn cấp.
Cơ chế này giúp giảm đáng kể nguy cơ cháy trong các hệ thống an toàn thiết bị sấy.
3.6 Vai trò của quá trình purge trước khi vận hành
Purge là quá trình thổi khí tươi vào buồng sấy trước khi khởi động hệ thống gia nhiệt. Mục đích là loại bỏ hơi dung môi còn tồn đọng từ chu kỳ trước.
Theo tiêu chuẩn NFPA 86, thời gian purge phải đủ để thay thế ít nhất 4 lần thể tích không khí trong buồng sấy.
Ví dụ, với buồng sấy có thể tích 150 m³ và quạt cấp khí 3.000 m³/h, thời gian purge tối thiểu phải đạt khoảng 12 phút.
Quy trình purge đóng vai trò quan trọng trong việc đảm bảo an toàn lò sấy sơn ngay từ khi khởi động hệ thống.
3.7 Ảnh hưởng của tải sản phẩm đến an toàn thiết bị sấy
Tải sản phẩm trong lò sấy ảnh hưởng trực tiếp đến sự ổn định của nhiệt độ và lưu lượng khí.
Khi số lượng chi tiết sơn quá nhiều, luồng khí nóng có thể bị cản trở, làm giảm hiệu quả tuần hoàn. Điều này tạo ra các vùng nhiệt độ cao và vùng thiếu thông gió.
Trong nhiều trường hợp, tải sản phẩm quá lớn có thể làm tăng nồng độ dung môi trong buồng sấy lên gần mức nguy hiểm.
Vì vậy, việc kiểm soát tải sản phẩm là một phần quan trọng trong chiến lược an toàn thiết bị sấy.
Các nguyên tắc phòng ngừa tổng thể được trình bày tại bài “Phòng cháy dây chuyền sơn công nghiệp”.
4. Các giải pháp kỹ thuật giúp đảm bảo an toàn lò sấy sơn
4.1 Thiết kế buồng sấy đạt chuẩn kỹ thuật
Thiết kế lò sấy sơn công nghiệp phải đảm bảo phân bố khí nóng đồng đều và tránh hình thành điểm nóng cục bộ.
Các buồng sấy hiện đại thường sử dụng hệ thống phân phối khí dạng plenum kết hợp với nhiều cửa gió điều chỉnh.
Cách thiết kế này giúp giảm chênh lệch nhiệt độ trong buồng sấy xuống dưới ±3°C. Nhờ đó, lớp sơn được đóng rắn đồng đều và giảm nguy cơ rủi ro nhiệt sơn.
4.2 Hệ thống điều khiển nhiệt độ đa cấp
Trong các hệ thống an toàn lò sấy sơn, nhiệt độ thường được kiểm soát bằng nhiều lớp bảo vệ.
Lớp thứ nhất là bộ điều khiển PID duy trì nhiệt độ vận hành. Lớp thứ hai là cảm biến nhiệt độ an toàn cài đặt ở mức cao hơn khoảng 15°C.
Nếu nhiệt độ vượt quá giới hạn này, hệ thống sẽ tự động ngắt burner hoặc điện trở gia nhiệt.
Cơ chế bảo vệ nhiều lớp giúp hạn chế nguy cơ cháy nổ lò sấy khi xảy ra lỗi điều khiển.
4.3 Sử dụng vật liệu cách nhiệt chống cháy
Vật liệu cách nhiệt trong lò sấy sơn công nghiệp thường là bông khoáng hoặc ceramic fiber với khả năng chịu nhiệt từ 600°C đến 1.200°C.
Các vật liệu này giúp giảm thất thoát nhiệt và hạn chế truyền nhiệt ra bên ngoài.
Ngoài ra, vật liệu cách nhiệt không cháy cũng giúp giảm nguy cơ lan truyền cháy khi xảy ra sự cố nhiệt trong buồng sấy.
Đây là yếu tố quan trọng trong thiết kế an toàn thiết bị sấy.
4.4 Hệ thống quạt tuần hoàn hiệu suất cao
Quạt tuần hoàn trong lò sấy phải đảm bảo lưu lượng khí ổn định và chịu được nhiệt độ cao.
Các quạt này thường được thiết kế với cánh hợp kim chịu nhiệt và motor đặt bên ngoài buồng sấy.
Lưu lượng quạt có thể đạt từ 10.000 đến 40.000 m³/h tùy theo kích thước buồng sấy.
Hoạt động ổn định của quạt giúp duy trì phân bố nhiệt đồng đều và giảm rủi ro nhiệt sơn trong toàn bộ buồng sấy.
4.5 Hệ thống giám sát và cảnh báo cháy nổ
Trong nhiều nhà máy hiện đại, hệ thống an toàn lò sấy sơn được tích hợp với hệ thống SCADA để giám sát toàn bộ thông số vận hành.
Các cảm biến nhiệt độ, áp suất và LEL được kết nối với trung tâm điều khiển.
Khi phát hiện dấu hiệu bất thường, hệ thống sẽ kích hoạt cảnh báo và tự động ngắt nguồn nhiệt.
Cơ chế này giúp ngăn chặn sớm nguy cơ cháy nổ lò sấy.
4.6 Bảo trì định kỳ hệ thống an toàn thiết bị sấy
Bảo trì định kỳ là yếu tố quan trọng giúp duy trì hiệu quả của an toàn thiết bị sấy.
Các hạng mục kiểm tra thường bao gồm cảm biến nhiệt độ, quạt tuần hoàn, hệ thống burner và bộ lọc khí.
Ngoài ra, cần vệ sinh định kỳ buồng sấy để loại bỏ bụi sơn và cặn dung môi tích tụ.
Quy trình bảo trì thường được thực hiện mỗi 3 đến 6 tháng tùy theo tần suất vận hành của dây chuyền.
5. Quy trình vận hành đảm bảo an toàn lò sấy sơn trong sản xuất công nghiệp
5.1 Kiểm tra hệ thống trước khi khởi động lò sấy sơn công nghiệp
Trước khi vận hành lò sấy sơn công nghiệp, kỹ thuật viên cần thực hiện quy trình kiểm tra toàn bộ hệ thống gia nhiệt, quạt tuần hoàn và hệ thống thông gió. Các thông số như áp suất khí đốt, dòng điện cấp cho điện trở gia nhiệt và tín hiệu cảm biến nhiệt phải nằm trong giới hạn cho phép.
Ví dụ, đối với hệ thống burner gas, áp suất khí cấp thường được duy trì trong khoảng 20 đến 30 mbar để đảm bảo quá trình đốt cháy ổn định. Nếu áp suất thấp hơn mức này, ngọn lửa có thể không ổn định và làm tăng nguy cơ cháy ngược.
Việc kiểm tra kỹ lưỡng trước khi khởi động giúp đảm bảo an toàn lò sấy sơn ngay từ giai đoạn đầu của chu trình vận hành.
5.2 Thực hiện purge buồng sấy trước khi cấp nhiệt
Trong các tiêu chuẩn kỹ thuật về an toàn thiết bị sấy, purge buồng sấy là bước bắt buộc trước khi cấp nhiệt. Mục tiêu của quá trình này là loại bỏ hoàn toàn hơi dung môi hoặc khí dễ cháy còn tồn đọng.
Quạt cấp khí tươi và quạt hút khí thải phải hoạt động đồng thời để tạo luồng không khí lưu thông trong buồng sấy. Thời gian purge được tính dựa trên thể tích buồng sấy và lưu lượng quạt.
Ví dụ, với buồng sấy có thể tích 200 m³ và lưu lượng quạt 4.000 m³/h, thời gian purge tối thiểu thường khoảng 12 phút để đảm bảo thay thế nhiều lần thể tích không khí trong buồng.
Quy trình này giúp giảm đáng kể nguy cơ cháy nổ lò sấy khi hệ thống bắt đầu gia nhiệt.
5.3 Kiểm soát nhiệt độ trong suốt chu trình sấy
Trong quá trình vận hành lò sấy sơn công nghiệp, nhiệt độ phải được kiểm soát theo đường cong nhiệt phù hợp với loại sơn sử dụng.
Ví dụ, nhiều loại sơn epoxy yêu cầu nhiệt độ tăng dần từ 80°C lên 180°C trong khoảng 10 đến 15 phút trước khi duy trì nhiệt độ ổn định trong giai đoạn đóng rắn.
Nếu nhiệt độ tăng quá nhanh, dung môi có thể bay hơi đột ngột và tạo ra nồng độ hơi dung môi cao trong buồng sấy. Điều này làm tăng rủi ro nhiệt sơn và gây ảnh hưởng đến chất lượng lớp phủ.
Do đó, việc kiểm soát tốc độ gia nhiệt là yếu tố quan trọng trong chiến lược an toàn lò sấy sơn.
5.4 Giám sát lưu lượng khí và áp suất trong buồng sấy
Lưu lượng khí tuần hoàn và áp suất trong buồng sấy có ảnh hưởng trực tiếp đến hiệu quả thông gió và sự ổn định nhiệt độ.
Trong nhiều hệ thống an toàn thiết bị sấy, cảm biến áp suất vi sai được lắp đặt để giám sát sự chênh lệch áp suất giữa buồng sấy và môi trường bên ngoài.
Áp suất trong buồng sấy thường được duy trì thấp hơn áp suất môi trường khoảng 10 đến 30 Pa nhằm ngăn hơi dung môi thoát ra khu vực sản xuất.
Việc giám sát liên tục các thông số này giúp duy trì điều kiện ổn định và hạn chế nguy cơ cháy nổ lò sấy.
5.5 Kiểm soát tải sản phẩm trong lò sấy
Tải sản phẩm trong lò sấy sơn công nghiệp phải được phân bố hợp lý để đảm bảo luồng khí nóng lưu thông đều.
Nếu các chi tiết được treo quá sát nhau, luồng khí nóng sẽ bị cản trở và tạo ra vùng nhiệt độ cao cục bộ. Điều này không chỉ làm giảm chất lượng lớp sơn mà còn làm tăng rủi ro nhiệt sơn.
Khoảng cách giữa các chi tiết thường được thiết kế từ 150 mm đến 300 mm tùy theo kích thước sản phẩm. Quy tắc này giúp duy trì hiệu quả tuần hoàn khí và đảm bảo an toàn lò sấy sơn.
5.6 Theo dõi nồng độ dung môi trong buồng sấy
Một yếu tố quan trọng trong vận hành an toàn thiết bị sấy là theo dõi nồng độ dung môi trong buồng sấy.
Các cảm biến LEL thường được lắp đặt ở khu vực có khả năng tích tụ hơi dung môi cao nhất, như gần cửa xả khí hoặc khu vực cuối buồng sấy.
Nếu nồng độ hơi dung môi vượt quá 20% LEL, hệ thống điều khiển sẽ kích hoạt cảnh báo để người vận hành kiểm tra ngay lập tức.
Nếu nồng độ tiếp tục tăng lên 40% LEL, hệ thống sẽ tự động ngắt nguồn nhiệt để ngăn ngừa nguy cơ cháy nổ lò sấy.
5.7 Quy trình dừng lò sấy an toàn
Sau khi hoàn thành chu trình sấy, hệ thống lò sấy sơn công nghiệp không được tắt ngay lập tức.
Thay vào đó, quạt tuần hoàn và hệ thống thông gió cần tiếp tục hoạt động trong khoảng 10 đến 20 phút để giảm nhiệt độ trong buồng sấy xuống dưới 60°C.
Quá trình làm nguội này giúp loại bỏ lượng hơi dung môi còn lại và giảm nguy cơ tích tụ khí dễ cháy.
Thực hiện đúng quy trình dừng lò là bước quan trọng giúp duy trì an toàn lò sấy sơn trong toàn bộ chu trình vận hành.
Yêu cầu thông gió an toàn được phân tích tại bài “Thông gió buồng sơn công nghiệp”.
6. Chiến lược quản lý rủi ro nhiệt trong hệ thống lò sấy sơn
6.1 Đánh giá rủi ro nhiệt sơn trong giai đoạn thiết kế
Quản lý rủi ro nhiệt sơn cần bắt đầu ngay từ giai đoạn thiết kế dây chuyền sơn.
Các kỹ sư thường thực hiện phân tích HAZOP hoặc FMEA để xác định các tình huống nguy hiểm có thể xảy ra trong quá trình vận hành lò sấy.
Ví dụ, một kịch bản phổ biến là mất thông gió trong khi burner vẫn hoạt động. Tình huống này có thể làm nồng độ hơi dung môi tăng nhanh và gây cháy nổ lò sấy.
Thông qua việc đánh giá rủi ro từ sớm, các giải pháp kỹ thuật phù hợp có thể được tích hợp vào hệ thống an toàn thiết bị sấy.
6.2 Tích hợp hệ thống điều khiển tự động trong lò sấy sơn công nghiệp
Các dây chuyền sơn hiện đại thường tích hợp hệ thống PLC và SCADA để giám sát toàn bộ hoạt động của lò sấy sơn công nghiệp.
Hệ thống này thu thập dữ liệu từ cảm biến nhiệt độ, lưu lượng khí, áp suất và nồng độ dung môi. Các thuật toán điều khiển sẽ phân tích dữ liệu theo thời gian thực.
Nếu phát hiện thông số vượt ngưỡng an toàn, hệ thống có thể tự động điều chỉnh công suất burner hoặc tăng lưu lượng thông gió.
Việc tự động hóa giúp nâng cao hiệu quả của an toàn lò sấy sơn trong các dây chuyền sản xuất quy mô lớn.
6.3 Đào tạo nhân sự vận hành về an toàn thiết bị sấy
Con người là yếu tố quan trọng trong hệ thống an toàn thiết bị sấy.
Nhân sự vận hành cần được đào tạo về các nguyên lý cơ bản của quá trình sấy sơn, đặc biệt là mối quan hệ giữa nhiệt độ, dung môi và thông gió.
Ngoài ra, họ cũng cần hiểu rõ các dấu hiệu cảnh báo của rủi ro nhiệt sơn, chẳng hạn như mùi dung môi mạnh bất thường, nhiệt độ tăng nhanh hoặc quạt tuần hoàn hoạt động không ổn định.
Việc đào tạo định kỳ giúp giảm thiểu sai sót vận hành và tăng độ an toàn cho toàn bộ hệ thống.
6.4 Ứng dụng công nghệ giám sát nhiệt độ thông minh
Một số nhà máy hiện nay sử dụng hệ thống cảm biến nhiệt hồng ngoại để giám sát nhiệt độ bề mặt sản phẩm trong lò sấy sơn công nghiệp.
Các cảm biến này có thể phát hiện sự chênh lệch nhiệt độ giữa các khu vực trong buồng sấy.
Nếu phát hiện điểm nóng bất thường, hệ thống điều khiển có thể điều chỉnh luồng khí hoặc giảm công suất gia nhiệt.
Công nghệ này giúp giảm đáng kể rủi ro nhiệt sơn và nâng cao hiệu quả của an toàn lò sấy sơn.
6.5 Kiểm soát nguồn đánh lửa trong buồng sấy
Một trong những nguyên tắc quan trọng để phòng ngừa cháy nổ lò sấy là loại bỏ tất cả các nguồn đánh lửa trong khu vực có hơi dung môi.
Các thiết bị điện trong buồng sấy phải đạt tiêu chuẩn chống cháy nổ. Motor quạt thường được đặt bên ngoài buồng sấy để giảm nguy cơ phát sinh tia lửa.
Ngoài ra, hệ thống nối đất cũng cần được thiết kế đúng kỹ thuật để tránh hiện tượng tích điện tĩnh.
Các biện pháp này đóng vai trò quan trọng trong việc duy trì an toàn thiết bị sấy.
6.6 Kiểm tra và bảo trì định kỳ hệ thống lò sấy
Bảo trì định kỳ giúp đảm bảo an toàn lò sấy sơn trong suốt vòng đời thiết bị.
Các hạng mục kiểm tra thường bao gồm tình trạng burner, cảm biến nhiệt độ, quạt tuần hoàn và hệ thống ống dẫn khí.
Ngoài ra, cần kiểm tra lớp cách nhiệt và các vị trí có khả năng tích tụ bụi sơn.
Việc bảo trì đúng chu kỳ giúp giảm nguy cơ cháy nổ lò sấy và duy trì hiệu suất của lò sấy sơn công nghiệp.

7. Các tiêu chuẩn kỹ thuật và quy định liên quan đến an toàn lò sấy sơn
7.1 Tiêu chuẩn NFPA 86 trong thiết kế lò sấy sơn công nghiệp
NFPA 86 là tiêu chuẩn quốc tế quan trọng trong thiết kế và vận hành lò sấy sơn công nghiệp. Tiêu chuẩn này quy định các yêu cầu về hệ thống gia nhiệt, thông gió và kiểm soát khí dễ cháy trong các thiết bị sấy sử dụng nhiệt.
Theo NFPA 86, nồng độ hơi dung môi trong buồng sấy phải được duy trì dưới 25% giới hạn cháy nổ dưới (LEL). Điều này yêu cầu hệ thống thông gió phải có lưu lượng đủ lớn để loại bỏ hơi dung môi trong suốt quá trình sấy.
Ngoài ra, tiêu chuẩn này cũng yêu cầu lò sấy phải có hệ thống purge tự động trước khi khởi động. Quy định này là một phần quan trọng trong chiến lược an toàn lò sấy sơn.
7.2 Tiêu chuẩn EN 1539 đối với hệ thống an toàn thiết bị sấy
EN 1539 là tiêu chuẩn châu Âu liên quan đến các thiết bị sấy sử dụng dung môi hữu cơ dễ bay hơi. Tiêu chuẩn này tập trung vào việc kiểm soát phát thải dung môi và đảm bảo an toàn thiết bị sấy.
Theo EN 1539, các hệ thống lò sấy sơn công nghiệp phải được trang bị cảm biến giám sát nồng độ dung môi trong buồng sấy.
Nếu nồng độ dung môi vượt quá ngưỡng an toàn, hệ thống điều khiển phải tự động giảm công suất gia nhiệt hoặc dừng hệ thống. Điều này giúp ngăn chặn các tình huống dẫn đến cháy nổ lò sấy.
7.3 Tiêu chuẩn ISO 13577 cho hệ thống gia nhiệt công nghiệp
ISO 13577 quy định các yêu cầu an toàn đối với thiết bị gia nhiệt sử dụng trong các quy trình công nghiệp, bao gồm cả lò sấy sơn công nghiệp.
Tiêu chuẩn này yêu cầu hệ thống gia nhiệt phải có ít nhất hai cấp bảo vệ nhiệt độ. Cấp thứ nhất là hệ thống điều khiển vận hành, cấp thứ hai là hệ thống bảo vệ an toàn độc lập.
Nếu nhiệt độ vượt quá giới hạn thiết kế, hệ thống bảo vệ phải tự động ngắt nguồn nhiệt để tránh nguy cơ rủi ro nhiệt sơn.
Việc tuân thủ tiêu chuẩn này giúp nâng cao độ tin cậy của hệ thống an toàn lò sấy sơn.
7.4 Các yêu cầu về thiết bị điện chống cháy nổ
Trong môi trường có hơi dung môi, thiết bị điện sử dụng trong lò sấy sơn công nghiệp phải đạt các tiêu chuẩn chống cháy nổ như ATEX hoặc IECEx.
Các thiết bị này được thiết kế để ngăn chặn tia lửa điện tiếp xúc với môi trường bên ngoài. Ví dụ, motor quạt tuần hoàn thường được đặt bên ngoài buồng sấy và kết nối với cánh quạt thông qua trục truyền động.
Ngoài ra, các hộp đấu nối điện cũng phải được thiết kế kín và chịu nhiệt. Điều này giúp giảm nguy cơ phát sinh tia lửa gây cháy nổ lò sấy.
7.5 Quy định về kiểm tra định kỳ hệ thống an toàn thiết bị sấy
Các quy định về an toàn thiết bị sấy thường yêu cầu kiểm tra định kỳ hệ thống lò sấy để đảm bảo tất cả các thành phần hoạt động đúng thiết kế.
Các hạng mục kiểm tra thường bao gồm cảm biến nhiệt độ, hệ thống burner, quạt tuần hoàn và hệ thống thông gió.
Ngoài ra, các cảm biến LEL cũng cần được hiệu chuẩn định kỳ để đảm bảo độ chính xác khi đo nồng độ hơi dung môi.
Việc kiểm tra định kỳ giúp phát hiện sớm các dấu hiệu bất thường và duy trì mức độ an toàn lò sấy sơn trong suốt quá trình vận hành.
7.6 Vai trò của hồ sơ vận hành trong quản lý rủi ro nhiệt sơn
Trong các dây chuyền sản xuất hiện đại, hồ sơ vận hành của lò sấy sơn công nghiệp thường được lưu trữ dưới dạng dữ liệu số.
Các thông số như nhiệt độ buồng sấy, lưu lượng khí và nồng độ dung môi được ghi lại theo thời gian thực.
Phân tích các dữ liệu này giúp kỹ sư nhận diện sớm xu hướng bất thường có thể dẫn đến rủi ro nhiệt sơn.
Việc quản lý dữ liệu vận hành hiệu quả giúp tăng khả năng dự đoán và cải thiện hệ thống an toàn lò sấy sơn.
7.7 Xu hướng tiêu chuẩn hóa an toàn lò sấy trong công nghiệp
Trong bối cảnh sản xuất công nghiệp ngày càng tự động hóa, các tiêu chuẩn về an toàn lò sấy sơn cũng liên tục được cập nhật.
Các tiêu chuẩn mới tập trung vào việc tích hợp hệ thống giám sát thông minh, cảm biến IoT và phân tích dữ liệu vận hành.
Những công nghệ này giúp hệ thống lò sấy sơn công nghiệp phát hiện sớm các điều kiện nguy hiểm trước khi xảy ra sự cố.
Nhờ đó, khả năng kiểm soát cháy nổ lò sấy và các nguy cơ liên quan đến nhiệt được nâng cao đáng kể.
Kết luận: kiểm soát rủi ro nhiệt để đảm bảo an toàn lò sấy sơn
Trong dây chuyền sơn công nghiệp, giai đoạn sấy và đóng rắn luôn tiềm ẩn nhiều nguy cơ liên quan đến nhiệt độ cao và dung môi dễ cháy. Nếu không được kiểm soát đúng kỹ thuật, các yếu tố này có thể tạo ra môi trường dễ dẫn đến cháy nổ lò sấy.
Việc nhận diện sớm các rủi ro nhiệt sơn, kết hợp với thiết kế lò sấy sơn công nghiệp đạt chuẩn và hệ thống thông gió hiệu quả, giúp duy trì môi trường vận hành an toàn.
Bên cạnh đó, các giải pháp như cảm biến LEL, hệ thống điều khiển tự động và quy trình bảo trì định kỳ đóng vai trò quan trọng trong việc duy trì an toàn thiết bị sấy.
Khi tất cả các yếu tố này được tích hợp đồng bộ, hệ thống an toàn lò sấy sơn không chỉ giúp giảm thiểu nguy cơ cháy nổ mà còn nâng cao hiệu quả vận hành và tuổi thọ thiết bị trong dây chuyền sơn công nghiệp.
TÌM HIỂU THÊM: