





XỬ LÝ KHÍ THẢI AXIT
Xử lý khí thải axit là bài toán bắt buộc với các doanh nghiệp mạ, hóa chất và luyện kim nhằm hạn chế ăn mòn, bảo vệ sức khỏe và tuân thủ quy định môi trường. Khí chứa HCl, HF, SO₂ nếu không được kiểm soát sẽ gây hư hỏng thiết bị, phát tán độc hại và làm tăng chi phí vận hành dài hạn.



1.1 Tổng quan về xử lý khí thải axit trong công nghiệp
Xử lý khí thải axit là quá trình loại bỏ các khí có tính ăn mòn và độc tính cao phát sinh từ mạ kim loại, sản xuất hóa chất vô cơ, luyện kim và đốt nhiên liệu chứa lưu huỳnh. Các khí phổ biến gồm HCl, HF và SO₂, thường tồn tại ở nồng độ từ 50–5.000 mg/Nm³. Nếu không xử lý, chúng gây suy giảm tuổi thọ thiết bị, ăn mòn kết cấu thép và ảnh hưởng nghiêm trọng đến môi trường lao động.
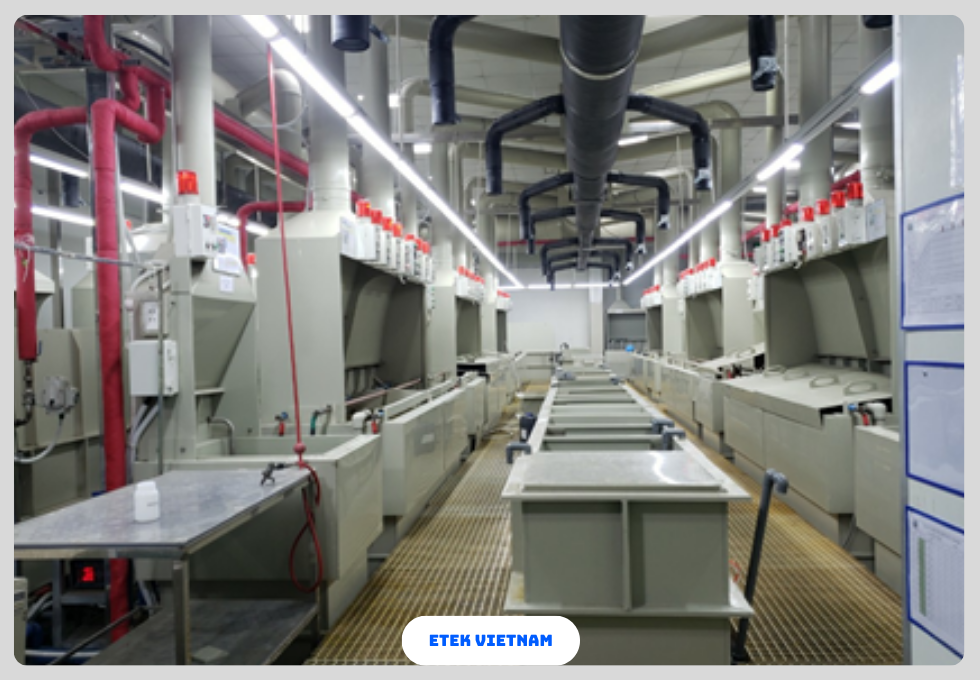
1.2 Nguồn phát sinh khí axit trong ngành mạ và hóa chất
Trong ngành mạ, xử lý khí thải HCl phát sinh từ bể tẩy axit và quá trình hoạt hóa bề mặt. Ngành hóa chất vô cơ và sản xuất phân bón thường sinh khí chứa HF từ phản ứng flo hóa. Luyện kim và đốt than tạo ra SO₂ với lưu lượng lớn, có thể đạt hàng chục nghìn Nm³/h, đòi hỏi hệ thống xử lý liên tục và ổn định.
1.3 Tác hại ăn mòn thiết bị và chi phí ẩn
Khí axit làm giảm độ bền kim loại, phá hủy lớp sơn bảo vệ và gây rò rỉ đường ống. SO₂ kết hợp hơi nước tạo axit sulfuric gây ăn mòn nhanh ở nhiệt độ 40–80°C. Doanh nghiệp không đầu tư scrubber axit phù hợp có thể đối mặt chi phí bảo trì tăng 20–30% mỗi năm, chưa kể rủi ro dừng dây chuyền sản xuất.
1.4 Nguy cơ sức khỏe và môi trường xung quanh
Tiếp xúc với HCl và HF ở nồng độ trên 5 ppm gây kích ứng đường hô hấp, tổn thương da và mắt. SO₂ vượt 20 ppm có thể gây co thắt phế quản. Phát tán ra môi trường, các khí này góp phần hình thành mưa axit, làm suy thoái đất và ăn mòn công trình lân cận khu công nghiệp.
1.5 Áp lực tuân thủ quy định và tiêu chuẩn phát thải
Quy chuẩn khí thải công nghiệp tại Việt Nam giới hạn SO₂ thường dưới 500 mg/Nm³ tùy ngành. Xử lý khí thải HF và HCl cũng phải đáp ứng ngưỡng nghiêm ngặt để tránh vi phạm pháp luật. Doanh nghiệp cần giải pháp kỹ thuật có khả năng điều chỉnh linh hoạt theo tải ô nhiễm thay đổi.
1.6 Vai trò của giải pháp hấp thụ và trung hòa
Phương pháp hấp thụ ướt kết hợp trung hòa kiềm được đánh giá cao nhờ hiệu suất xử lý 90–99%. Dung dịch NaOH, Ca(OH)₂ hoặc Na₂CO₃ phản ứng trực tiếp với khí axit, tạo muối ổn định và dễ xử lý. Công nghệ này phù hợp với nhiều quy mô, từ xưởng mạ nhỏ đến tổ hợp luyện kim lớn.
1.7 Định hướng lựa chọn công nghệ phù hợp
Việc lựa chọn hệ thống cần dựa trên lưu lượng khí, nồng độ axit, nhiệt độ và đặc tính ăn mòn. Xử lý SO2 công nghiệp quy mô lớn thường yêu cầu tháp hấp thụ nhiều tầng, trong khi HCl và HF ưu tiên vật liệu FRP hoặc PVC để tăng độ bền. Đầu tư đúng ngay từ đầu giúp tối ưu chi phí vòng đời hệ thống.
• Tổng quan hệ thống xử lý khí thải xem “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp”.
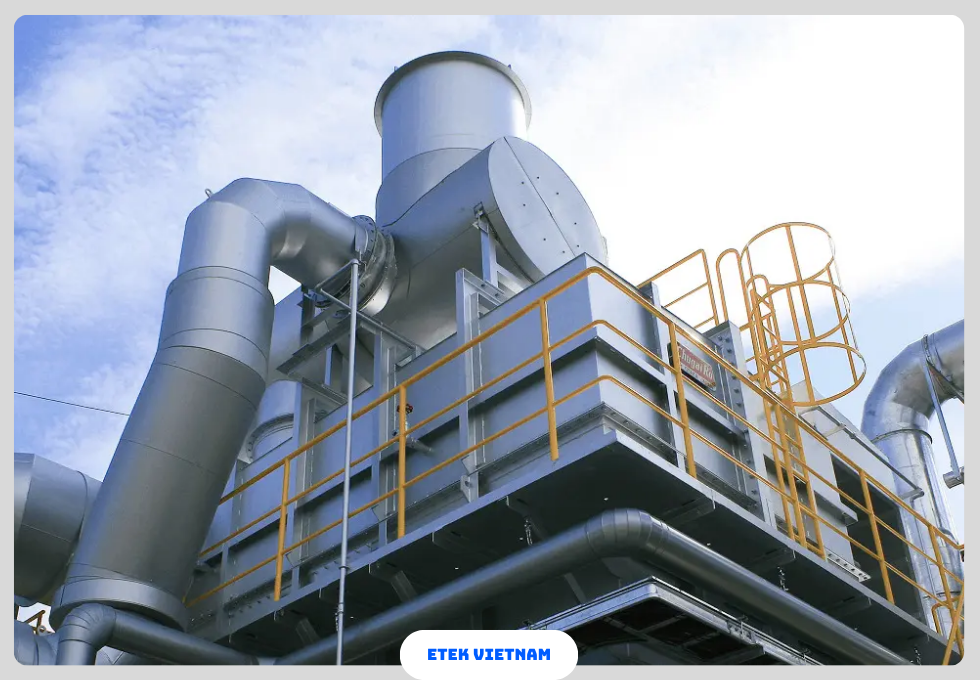
2.1 Cấu trúc tổng thể hệ thống xử lý khí thải axit
Một hệ thống xử lý khí thải axit tiêu chuẩn thường gồm chụp hút, đường ống dẫn, quạt ly tâm chịu ăn mòn, tháp hấp thụ và bể tuần hoàn dung dịch. Lưu lượng thiết kế phổ biến từ 5.000–100.000 Nm³/h, vận tốc khí trong ống duy trì 10–15 m/s để hạn chế lắng đọng. Vật liệu cấu tạo thường là FRP, PP hoặc PVC nhằm chống HCl, HF và SO₂ trong điều kiện ẩm.
2.2 Nguyên lý hấp thụ khí axit bằng scrubber axit
Scrubber axit hoạt động dựa trên tiếp xúc pha khí – lỏng, trong đó khí ô nhiễm đi ngược chiều với dung dịch hấp thụ. Các khí axit hòa tan và phản ứng hóa học ngay trong lớp đệm hoặc vùng phun. Hiệu suất xử lý có thể đạt 95–99% khi diện tích tiếp xúc lớn và thời gian lưu khí trên 1,5 giây.
2.3 Cơ chế xử lý khí thải HCl trong tháp hấp thụ
Trong xử lý khí thải HCl, khí hydro clorua dễ hòa tan trong nước, tạo dung dịch axit mạnh. Dung dịch kiềm NaOH hoặc Na₂CO₃ được cấp vào để trung hòa, duy trì pH tuần hoàn ở mức 8–9. Phản ứng diễn ra nhanh, do đó tháp có thể thiết kế gọn, nhưng yêu cầu kiểm soát pH liên tục để tránh ăn mòn cục bộ.
2.4 Đặc điểm xử lý khí thải HF và yêu cầu vật liệu
Xử lý khí thải HF phức tạp hơn do axit flohydric có khả năng ăn mòn mạnh thủy tinh và kim loại. Dung dịch hấp thụ thường là Ca(OH)₂ để tạo CaF₂ kết tủa. Vật liệu tháp bắt buộc là nhựa kỹ thuật hoặc composite cao cấp. Nhiệt độ khí cần duy trì dưới 60°C để hạn chế bay hơi thứ cấp.
2.5 Nguyên lý xử lý SO2 công nghiệp bằng trung hòa kiềm
Trong xử lý SO2 công nghiệp, SO₂ hòa tan tạo H₂SO₃ và tiếp tục bị oxy hóa thành H₂SO₄. Dung dịch hấp thụ thường sử dụng NaOH hoặc sữa vôi, duy trì pH 6,5–7,5 để cân bằng hiệu suất và chi phí hóa chất. Với nồng độ SO₂ trên 1.500 mg/Nm³, tháp cần thiết kế nhiều tầng phun để đảm bảo thời gian tiếp xúc.
2.6 Vai trò lớp đệm và hệ thống phân phối dung dịch
Lớp đệm Pall Ring hoặc Tellerette giúp tăng diện tích tiếp xúc lên đến 150–250 m²/m³. Hệ thống vòi phun phải đảm bảo kích thước giọt 500–1.000 micron để tránh cuốn lỏng. Trong xử lý khí thải axit, phân phối dung dịch không đều sẽ làm giảm hiệu suất và gây hiện tượng kênh dòng.
2.7 Kiểm soát vận hành và ổn định hệ thống
Các thông số quan trọng gồm pH, lưu lượng dung dịch, chênh áp tháp và nồng độ khí đầu ra. Cảm biến pH và ORP giúp điều chỉnh hóa chất tự động, giảm tiêu hao 10–15%. Vận hành ổn định giúp hệ scrubber axit duy trì hiệu suất lâu dài và hạn chế phát sinh nước thải vượt tải.
• Công nghệ nền xem “Công nghệ xử lý khí thải hấp thụ: Nguyên lý, ưu nhược và phạm vi áp dụng ”.
3.1 Thông số thiết kế cơ bản cho hệ xử lý khí thải axit
Khi thiết kế xử lý khí thải axit, các thông số đầu vào gồm lưu lượng khí, nồng độ axit, nhiệt độ và độ ẩm. Lưu lượng phổ biến từ 3.000 đến 120.000 Nm³/h. Nhiệt độ khí nên dưới 70°C để đảm bảo hiệu quả hấp thụ. Tốc độ khí trong tháp thường duy trì 1,5–2,5 m/s nhằm tối ưu thời gian tiếp xúc và hạn chế tổn thất áp suất.
3.2 Nồng độ đầu vào và đầu ra yêu cầu
Trong xử lý khí thải HCl, nồng độ đầu vào thường 100–3.000 mg/Nm³, sau xử lý yêu cầu dưới 50 mg/Nm³. Với HF, nồng độ đầu ra thường khống chế dưới 9 mg/Nm³. Xử lý SO2 công nghiệp quy mô lớn yêu cầu giảm từ 1.000–5.000 mg/Nm³ xuống dưới 500 mg/Nm³, tùy theo loại hình sản xuất và vị trí xả thải.
3.3 Tiêu chuẩn phát thải và quy chuẩn áp dụng
Hệ thống phải đáp ứng các quy chuẩn khí thải công nghiệp hiện hành, đặc biệt với ngành hóa chất, mạ và luyện kim. Nồng độ axit vô cơ phải nằm trong giới hạn an toàn trước khi xả ra môi trường. Xử lý khí thải axit không đạt chuẩn có thể dẫn đến đình chỉ vận hành, xử phạt hành chính và ảnh hưởng uy tín doanh nghiệp.
3.4 Thông số vận hành dung dịch hấp thụ
Dung dịch hấp thụ thường vận hành ở pH 6,5–9 tùy loại khí. Trong scrubber axit, lưu lượng dung dịch tuần hoàn thường gấp 3–6 lần lưu lượng khí theo thể tích. Nồng độ NaOH phổ biến 5–10%, trong khi sữa vôi duy trì ở 3–8%. Kiểm soát pH ổn định giúp hạn chế tiêu hao hóa chất và giảm tạo bùn thải.
3.5 Tổn thất áp suất và tiêu thụ năng lượng
Chênh áp toàn hệ thống thường dao động 800–1.500 Pa, ảnh hưởng trực tiếp đến công suất quạt. Với hệ xử lý khí thải axit thiết kế tối ưu, tiêu thụ điện năng có thể giảm 10–20% so với cấu hình không có lớp đệm phù hợp. Quạt ly tâm cần phủ composite chống ăn mòn để đảm bảo tuổi thọ trên 5 năm.
3.6 Yêu cầu vật liệu và độ bền ăn mòn
Vật liệu FRP, PP hoặc HDPE được ưu tiên do khả năng chịu HCl, HF và SO₂ trong môi trường ẩm. Với xử lý khí thải HF, yêu cầu vật liệu không chứa silica để tránh phản ứng ăn mòn đặc biệt. Độ dày thân tháp thường từ 6–12 mm tùy đường kính và áp suất vận hành.
3.7 Kiểm tra, quan trắc và đánh giá hiệu suất
Hệ thống cần trang bị cổng lấy mẫu khí trước và sau xử lý để kiểm tra định kỳ. Quan trắc liên tục giúp đánh giá hiệu suất scrubber axit theo thời gian và phát hiện sớm suy giảm hấp thụ. Doanh nghiệp vận hành tốt thường duy trì hiệu suất ổn định trên 95% trong nhiều năm.
- Yêu cầu an toàn xem “An toàn hóa chất trong hệ thống xử lý khí thải ”.
4.1 Lợi ích tổng thể của hệ xử lý khí thải axit
Đầu tư xử lý khí thải axit giúp doanh nghiệp kiểm soát triệt để khí ăn mòn, giảm rủi ro pháp lý và ổn định sản xuất lâu dài. Hệ thống hấp thụ ướt có thể xử lý đồng thời nhiều loại khí axit trong cùng một dây chuyền, phù hợp với nhà máy vận hành liên tục. Hiệu quả xử lý cao giúp doanh nghiệp chủ động đáp ứng tiêu chuẩn môi trường ngày càng nghiêm ngặt.
4.2 Giảm ăn mòn thiết bị và kéo dài tuổi thọ hệ thống
Khí HCl, HF và SO₂ là nguyên nhân chính gây ăn mòn đường ống, quạt và kết cấu thép. Khi áp dụng scrubber axit, nồng độ axit trong không khí giảm mạnh, giúp tuổi thọ thiết bị tăng 1,5–2 lần. Điều này trực tiếp làm giảm chi phí bảo trì, thay thế và thời gian dừng máy không kế hoạch.
4.3 Bảo vệ sức khỏe người lao động
Trong môi trường sản xuất mạ và hóa chất, xử lý khí thải HCl hiệu quả giúp nồng độ khí trong nhà xưởng duy trì dưới ngưỡng kích ứng. Điều này giảm nguy cơ viêm đường hô hấp, bỏng hóa chất và tai nạn lao động. Doanh nghiệp cũng dễ dàng đáp ứng yêu cầu an toàn vệ sinh lao động và đánh giá môi trường làm việc.
4.4 Hiệu quả kinh tế và tối ưu chi phí vận hành
Hệ xử lý khí thải axit được thiết kế đúng tải giúp tiết kiệm hóa chất trung hòa và điện năng. Kiểm soát pH tự động có thể giảm tiêu hao kiềm 10–20% mỗi năm. So với chi phí xử phạt và gián đoạn sản xuất, đầu tư ban đầu cho hệ thống hấp thụ mang lại hiệu quả kinh tế rõ rệt trong trung và dài hạn.
4.5 Ứng dụng trong ngành mạ và xử lý bề mặt
Ngành mạ điện phát sinh khí axit liên tục từ bể tẩy và bể hoạt hóa. Hệ scrubber axit nhỏ gọn, vật liệu nhựa chịu ăn mòn phù hợp lắp đặt trực tiếp trên dây chuyền. Khả năng xử lý đồng thời nhiều điểm phát sinh giúp doanh nghiệp dễ mở rộng quy mô mà không phải thay đổi công nghệ cốt lõi.
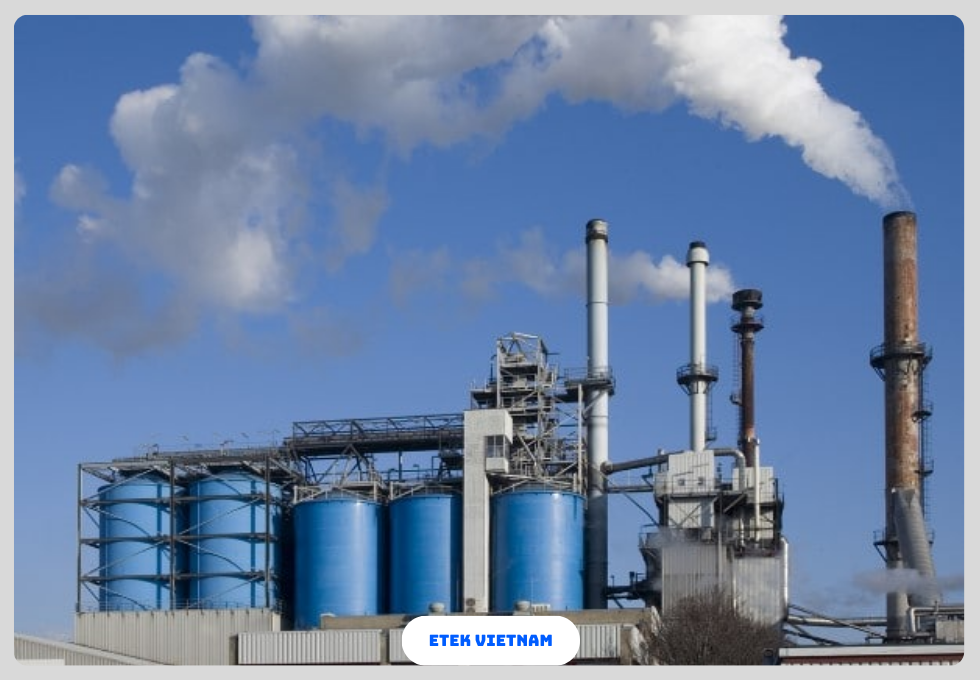
4.6 Ứng dụng trong hóa chất vô cơ và luyện kim
Trong sản xuất axit, phân bón và luyện kim màu, xử lý SO2 công nghiệp là yêu cầu bắt buộc. Tháp hấp thụ nhiều tầng kết hợp trung hòa kiềm cho phép xử lý lưu lượng lớn với hiệu suất cao. Đồng thời, xử lý khí thải HF được tích hợp trong cùng hệ thống giúp giảm diện tích lắp đặt và chi phí đầu tư tổng thể.
4.7 Định hướng lựa chọn giải pháp phù hợp cho doanh nghiệp
Mỗi ngành có đặc thù khí thải khác nhau, do đó cần đánh giá kỹ nồng độ, lưu lượng và điều kiện vận hành. Lựa chọn đúng công nghệ xử lý khí thải axit ngay từ đầu giúp doanh nghiệp tránh cải tạo tốn kém về sau. Giải pháp hấp thụ – trung hòa linh hoạt hiện là xu hướng ưu tiên trong các khu công nghiệp hiện đại.
TÌM HIỂU THÊM: