















XỬ LÝ CO
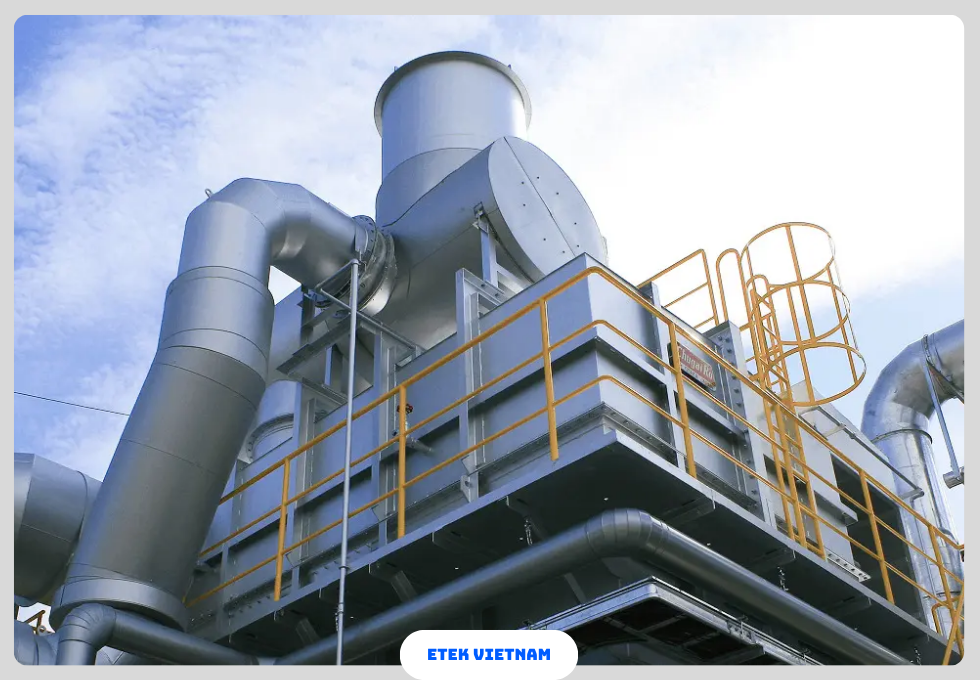
Xử lý CO là yêu cầu bắt buộc trong các hệ thống đốt công nghiệp nhằm loại bỏ khí độc nguy hiểm phát sinh từ quá trình cháy không hoàn toàn. Bài viết phân tích bản chất CO, các công nghệ xử lý hiệu quả và cách lựa chọn giải pháp phù hợp theo điều kiện vận hành thực tế.




1. Tổng quan về khí CO và xử lý CO
1.1 Bản chất hóa học của CO
Carbon monoxide (CO) là khí không màu, không mùi, có khối lượng riêng 1.145 kg/m³ ở 25°C. CO có ái lực với hemoglobin cao gấp 200–250 lần so với O₂, gây nguy cơ ngạt ở nồng độ chỉ từ 100 ppm. Việc xử lý CO là yêu cầu cấp thiết trong môi trường công nghiệp có đốt cháy không hoàn toàn.
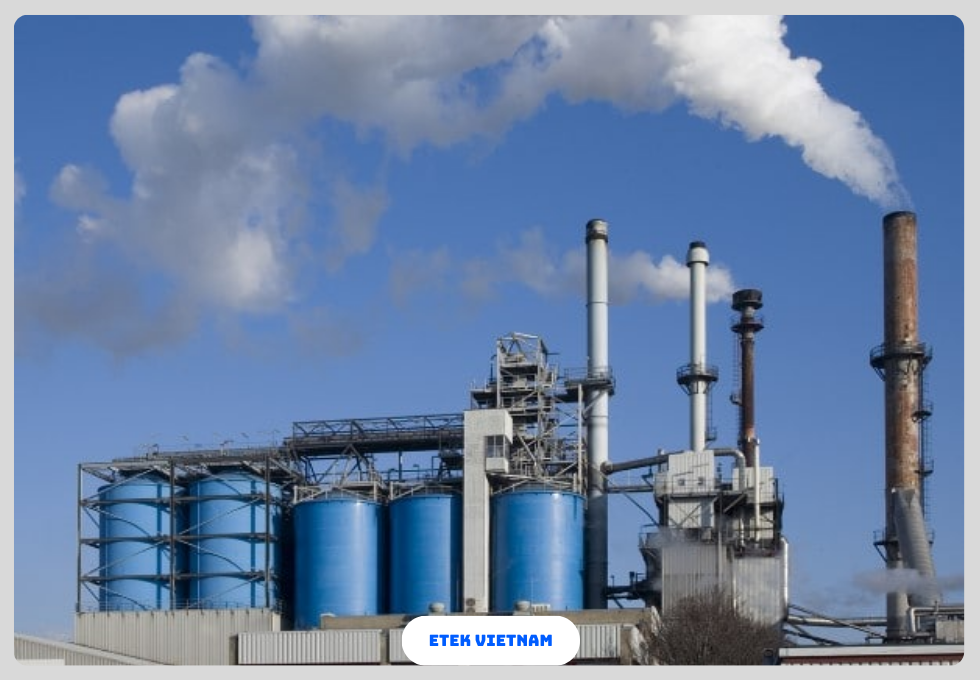
1.2 Nguồn phát sinh khí CO công nghiệp
khí CO công nghiệp phát sinh từ các quá trình đốt nhiên liệu hóa thạch như than, dầu FO, khí tự nhiên. Các ngành điển hình gồm luyện kim, sản xuất xi măng, lò nung gốm, và đốt rác. Nồng độ CO có thể dao động từ 200 ppm đến >10.000 ppm tùy điều kiện vận hành.
1.3 Cơ chế hình thành khí độc CO
khí độc CO hình thành khi thiếu oxy hoặc trộn khí kém. Phản ứng cháy không hoàn toàn:
2C + O₂ → 2CO
Ngoài ra, CO còn sinh ra trong vùng cháy có nhiệt độ thấp (<700°C) hoặc thời gian lưu ngắn.
1.4 Nguy cơ an toàn và môi trường
CO gây ngộ độc cấp tính, ảnh hưởng hệ thần kinh và tim mạch. Trong môi trường kín, nồng độ 800 ppm có thể gây tử vong sau 2 giờ. Vì vậy, kiểm soát và xử lý CO là yêu cầu bắt buộc theo tiêu chuẩn an toàn lao động.
1.5 Vai trò của xử lý CO trong vận hành
Việc xử lý CO không chỉ giúp giảm phát thải mà còn tối ưu hiệu suất cháy. Khi CO giảm, hiệu suất đốt tăng từ 85% lên 95%, giúp tiết kiệm nhiên liệu và giảm chi phí vận hành.
1.6 Đặc thù xử lý CO trong lò đốt
xử lý CO lò đốt yêu cầu kiểm soát nhiệt độ, oxy dư và thời gian lưu. Các hệ thống đốt rác thường có CO dao động mạnh theo tải, đòi hỏi giải pháp linh hoạt như buồng đốt thứ cấp hoặc xúc tác.
Để hiểu rõ nền tảng của toàn bộ hệ thống xử lý khí thải công nghiệp, xem ngay bài “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp”.
1. Công nghệ oxy hóa CO trong xử lý CO
1.1 Nguyên lý oxy hóa CO
Phản ứng chính trong oxy hóa CO:
2CO + O₂ → 2CO₂ (ΔH = -566 kJ/mol)
Phản ứng tỏa nhiệt mạnh, cần kiểm soát để tránh quá nhiệt hệ thống.
1.2 Điều kiện phản ứng nhiệt
Oxy hóa nhiệt yêu cầu nhiệt độ từ 650–1100°C. Thời gian lưu tối thiểu 0.5–2 giây để đảm bảo chuyển hóa hoàn toàn CO thành CO₂.
1.3 Vai trò của oxy dư
Nồng độ O₂ tối ưu từ 3–6%. Nếu thấp hơn, phản ứng không hoàn toàn; nếu cao hơn, gây tổn thất nhiệt.
1.4 Cơ chế động học phản ứng
Tốc độ phản ứng phụ thuộc vào nhiệt độ theo phương trình Arrhenius:
k = A·e^(-Ea/RT)
Trong đó Ea ≈ 125 kJ/mol đối với CO.
1.5 Hiệu suất xử lý CO
Hiệu suất oxy hóa đạt 95–99% trong điều kiện tối ưu. Với xúc tác, hiệu suất có thể đạt >99.9% ở nhiệt độ thấp hơn.
1.6 Ảnh hưởng của tạp chất
SO₂, bụi và VOC có thể làm giảm hiệu quả oxy hóa CO, đặc biệt trong hệ xúc tác do hiện tượng poisoning.
2. Công nghệ xử lý CO lò đốt bằng tối ưu đốt
2.1 Kiểm soát tỷ lệ không khí/nhiên liệu
Tỷ lệ λ (lambda) = 1.05–1.2 giúp đảm bảo cháy hoàn toàn. Thiếu không khí sẽ làm tăng CO.
2.2 Cải thiện trộn khí
Thiết kế burner và buồng đốt phải đảm bảo dòng rối (turbulence) để tăng khả năng tiếp xúc giữa O₂ và CO.
2.3 Điều chỉnh nhiệt độ buồng đốt
Nhiệt độ tối ưu từ 850–1000°C giúp giảm CO xuống <100 ppm.
2.4 Kiểm soát thời gian lưu
Thời gian lưu tối thiểu 1 giây trong vùng cháy giúp giảm CO đáng kể.
2.5 Hệ thống điều khiển tự động
Sử dụng cảm biến CO online (NDIR) để điều chỉnh gió và nhiên liệu theo thời gian thực.
2.6 Ứng dụng trong thực tế
xử lý CO lò đốt bằng tối ưu cháy thường áp dụng trong lò hơi, lò đốt rác và lò nung xi măng.
3. Công nghệ oxy hóa xúc tác trong xử lý CO
3.1 Nguyên lý của oxy hóa xúc tác
Trong hệ xúc tác, phản ứng oxy hóa CO xảy ra trên bề mặt vật liệu xúc tác như Pt, Pd hoặc oxit kim loại (MnO₂, CuO). Nhờ cơ chế hấp phụ – phản ứng – giải hấp, năng lượng hoạt hóa giảm đáng kể, cho phép chuyển hóa CO ở nhiệt độ thấp hơn so với oxy hóa nhiệt.
3.2 Dải nhiệt độ vận hành
Hệ xúc tác hoạt động hiệu quả trong khoảng 200–450°C, thấp hơn nhiều so với đốt nhiệt. Điều này giúp tiết kiệm năng lượng và giảm chi phí vận hành trong các hệ thống xử lý CO có nồng độ thấp đến trung bình.
3.3 Cấu trúc lớp xúc tác
Xúc tác thường được phủ trên nền tổ ong (honeycomb) bằng gốm cordierite hoặc kim loại. Diện tích bề mặt riêng đạt 10.000–50.000 m²/m³, giúp tăng khả năng tiếp xúc giữa CO và O₂.
3.4 Hiện tượng suy giảm xúc tác
Các tạp chất như bụi, SO₂, Pb hoặc silic có thể gây ngộ độc xúc tác, làm giảm hiệu suất oxy hóa CO. Tuổi thọ xúc tác thường từ 2–5 năm tùy điều kiện khí thải.
3.5 Hiệu suất xử lý
Hiệu suất chuyển hóa CO đạt 98–99.9% nếu kiểm soát tốt nhiệt độ và tải lượng. Với nồng độ đầu vào <3000 ppm, hệ xúc tác là lựa chọn tối ưu cho khí CO công nghiệp.
3.6 Yêu cầu tiền xử lý khí
Khí đầu vào cần được lọc bụi (<10 mg/Nm³) và loại bỏ hợp chất gây nhiễm độc để đảm bảo hiệu quả lâu dài cho hệ xử lý CO bằng xúc tác.
4. Hệ thống đốt thứ cấp trong xử lý CO
4.1 Nguyên lý buồng đốt thứ cấp
Buồng đốt thứ cấp được thiết kế để xử lý phần CO chưa cháy hết từ buồng sơ cấp. Tại đây, khí được gia nhiệt bổ sung và cung cấp oxy để hoàn tất quá trình xử lý CO.
4.2 Nhiệt độ vận hành tiêu chuẩn
Nhiệt độ buồng thứ cấp thường duy trì từ 850–1100°C. Đây là mức nhiệt đảm bảo phản ứng oxy hóa CO diễn ra hoàn toàn trong thời gian ngắn.
4.3 Thời gian lưu khí
Thời gian lưu yêu cầu ≥2 giây theo tiêu chuẩn quốc tế đối với lò đốt chất thải. Điều này giúp giảm CO xuống dưới 50 mg/Nm³ trong xử lý CO lò đốt.
4.4 Hệ thống cấp gió thứ cấp
Không khí được cấp theo nhiều tầng để tạo vùng cháy hoàn chỉnh. Tỷ lệ oxy dư duy trì 6–8% nhằm tối ưu hiệu quả oxy hóa CO.
4.5 Kiểm soát tự động
Hệ thống sử dụng PLC kết hợp cảm biến CO, O₂ và nhiệt độ để điều chỉnh nhiên liệu phụ trợ, đảm bảo ổn định quá trình xử lý CO.
4.6 Ứng dụng thực tế
Buồng đốt thứ cấp được áp dụng rộng rãi trong lò đốt rác y tế, công nghiệp và nguy hại, nơi khí độc CO thường biến động lớn theo tải.
Vai trò của CO trong khí thải được phân tích tại bài “Khí thải lò luyện kim gồm những gì? Thành phần và mức độ nguy hại”.
1. Thông số thiết kế trong xử lý CO
1.1 Nồng độ CO đầu vào
Nồng độ CO đầu vào quyết định lựa chọn công nghệ. Với <1000 ppm, nên dùng xúc tác; 1000–5000 ppm phù hợp oxy hóa nhiệt; >5000 ppm cần kết hợp đốt thứ cấp trong xử lý CO.
1.2 Nhiệt độ khí thải
Nhiệt độ ảnh hưởng trực tiếp đến tốc độ phản ứng. Với khí CO công nghiệp, nhiệt độ <300°C thường cần gia nhiệt bổ sung nếu không dùng xúc tác.
1.3 Thời gian lưu (Residence Time)
Thời gian lưu tiêu chuẩn từ 0.5–2 giây đối với oxy hóa nhiệt và ≥2 giây với buồng đốt thứ cấp trong xử lý CO lò đốt.
1.4 Tốc độ dòng khí (Gas Velocity)
Tốc độ dòng khí trong buồng phản ứng thường từ 1–5 m/s. Nếu quá cao sẽ giảm hiệu suất tiếp xúc, ảnh hưởng đến quá trình oxy hóa CO.
1.5 Hiệu suất xử lý yêu cầu
Hiệu suất thường phải đạt ≥95% để đáp ứng tiêu chuẩn môi trường. Với ngành đặc thù, yêu cầu có thể lên đến 99% đối với khí độc CO.
1.6 Áp suất hệ thống
Áp suất vận hành thường dao động từ -500 đến +2000 Pa. Hệ thống cần ổn định để tránh rò rỉ khí độc trong quá trình xử lý CO.
2. Bảng thông số tham khảo hệ xử lý CO
| Thông số | Giá trị điển hình | Ghi chú |
| Nồng độ CO đầu vào | 200 – 10.000 ppm | Tùy ngành |
| Nhiệt độ oxy hóa nhiệt | 650 – 1100°C | Không xúc tác |
| Nhiệt độ xúc tác | 200 – 450°C | Có xúc tác |
| Thời gian lưu | 0.5 – 2 giây | Oxy hóa nhiệt |
| Hiệu suất xử lý | 95 – 99.9% | Tùy công nghệ |
| Oxy dư | 3 – 8% | Đảm bảo phản ứng |
3. Tiêu chuẩn khí thải và an toàn
3.1 Quy chuẩn QCVN
Tại Việt Nam, xử lý CO phải đáp ứng các quy chuẩn như QCVN 19:2009/BTNMT (khí thải công nghiệp) với giới hạn CO thường <1000 mg/Nm³ tùy ngành.
3.2 Tiêu chuẩn an toàn lao động
Giới hạn tiếp xúc CO trong môi trường làm việc là 25 ppm (theo TWA 8 giờ). Với khí độc CO, cần hệ thống cảnh báo tự động khi vượt ngưỡng.
3.3 Tiêu chuẩn khí trong nhà xưởng
Nồng độ CO trong nhà xưởng không được vượt quá 50 ppm trong thời gian ngắn. Điều này yêu cầu hệ thống xử lý CO phải ổn định và liên tục.
3.4 Quy định quốc tế
Các tiêu chuẩn như EPA (Mỹ) hoặc EU quy định CO <50–100 mg/Nm³ đối với nhiều ngành công nghiệp.
3.5 Hệ thống giám sát khí thải
CEMS (Continuous Emission Monitoring System) được sử dụng để theo dõi liên tục CO trong khí CO công nghiệp.
3.6 Yêu cầu kiểm định định kỳ
Hệ thống xử lý CO cần được kiểm định 6–12 tháng/lần để đảm bảo hiệu suất và tuân thủ pháp luật.
Nguyên lý xử lý bằng đốt xem tại bài “Xử lý khí thải đốt nhiệt: Giải pháp cho VOC nồng độ cao và khí khó phân hủy”.
1. Lợi ích của xử lý CO trong hệ thống công nghiệp
1.1 Giảm thiểu khí độc CO và rủi ro sức khỏe
Việc xử lý CO giúp loại bỏ khí độc CO trước khi phát tán ra môi trường làm việc. Khi nồng độ CO giảm dưới 25 ppm, nguy cơ ảnh hưởng đến hệ hô hấp và tim mạch được kiểm soát hiệu quả. Điều này đặc biệt quan trọng trong các nhà máy kín hoặc bán kín.
1.2 Đảm bảo tuân thủ quy chuẩn khí thải
Các hệ thống xử lý CO được thiết kế đúng chuẩn giúp doanh nghiệp đáp ứng QCVN và tiêu chuẩn quốc tế. Với khí CO công nghiệp, việc kiểm soát nồng độ đầu ra dưới 100–500 mg/Nm³ là điều kiện bắt buộc để tránh bị xử phạt và đình chỉ hoạt động.
1.3 Cải thiện hiệu suất đốt và tiết kiệm nhiên liệu
Khi CO được chuyển hóa hoàn toàn thành CO₂ thông qua oxy hóa CO, hiệu suất cháy có thể tăng thêm 5–10%. Điều này giúp giảm tiêu hao nhiên liệu, đặc biệt trong các hệ thống lò hơi và lò nung công suất lớn.
1.4 Giảm ăn mòn và kéo dài tuổi thọ thiết bị
CO dư kết hợp với hơi nước có thể tạo môi trường ăn mòn trong đường ống và thiết bị trao đổi nhiệt. xử lý CO lò đốt hiệu quả giúp giảm hiện tượng này, kéo dài tuổi thọ hệ thống từ 10–20%.
1.5 Tối ưu vận hành và kiểm soát tự động
Hệ thống xử lý CO hiện đại tích hợp cảm biến CO, O₂ và nhiệt độ, cho phép điều chỉnh tự động. Điều này giúp duy trì trạng thái cháy tối ưu và giảm biến động trong khí CO công nghiệp.
1.6 Nâng cao hình ảnh doanh nghiệp
Doanh nghiệp đầu tư vào xử lý CO thể hiện cam kết bảo vệ môi trường và an toàn lao động. Đây là yếu tố quan trọng trong đánh giá ESG và hợp tác quốc tế.
2. Ứng dụng xử lý CO trong các ngành công nghiệp
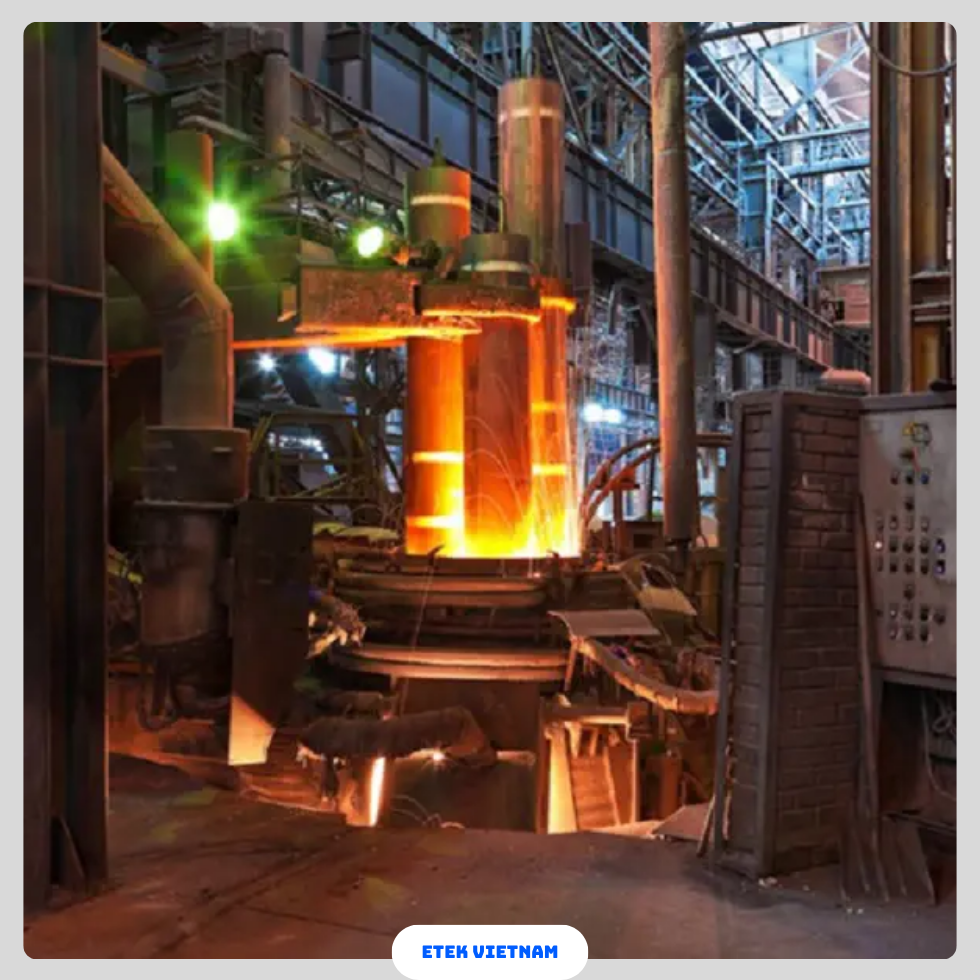
2.1 Ứng dụng trong lò luyện kim
Trong ngành luyện kim, khí CO công nghiệp phát sinh từ quá trình hoàn nguyên quặng. Hệ thống xử lý CO thường kết hợp oxy hóa nhiệt và thu hồi nhiệt để tối ưu năng lượng.
2.2 Ứng dụng trong lò nung công nghiệp
Các lò nung gốm, xi măng sử dụng giải pháp oxy hóa CO kết hợp tối ưu cháy. Nhiệt độ cao sẵn có giúp giảm chi phí xử lý và đạt hiệu suất >98%.
2.3 Ứng dụng trong lò đốt chất thải
xử lý CO lò đốt là yêu cầu bắt buộc trong lò đốt rác y tế và nguy hại. Buồng đốt thứ cấp và hệ xúc tác giúp giảm CO xuống <50 mg/Nm³.
2.4 Ứng dụng trong hệ thống lò hơi
Trong lò hơi công nghiệp, CO phát sinh do cháy không hoàn toàn. Giải pháp xử lý CO thường là tối ưu burner và kiểm soát oxy dư.
2.5 Ứng dụng trong ngành hóa chất
Các phản ứng nhiệt phân và cracking sinh ra khí độc CO. Hệ thống xúc tác được ưu tiên để xử lý ở nhiệt độ thấp và ổn định.
2.6 Ứng dụng trong hệ thống đốt nhiên liệu
Trong các hệ thống sử dụng dầu FO, DO hoặc khí tự nhiên, xử lý CO giúp đảm bảo cháy hoàn toàn và giảm phát thải độc hại.
3. Lựa chọn công nghệ xử lý CO phù hợp
3.1 Theo nồng độ CO đầu vào
Với <1000 ppm, nên chọn xúc tác; 1000–5000 ppm phù hợp oxy hóa nhiệt; >5000 ppm cần kết hợp đốt thứ cấp. Việc chọn đúng giúp tối ưu chi phí xử lý CO.
3.2 Theo nhiệt độ khí thải
Nếu nhiệt độ <300°C, nên dùng xúc tác; nếu >700°C, có thể áp dụng trực tiếp oxy hóa CO mà không cần gia nhiệt bổ sung.
3.3 Theo đặc tính dòng khí
Dòng khí có bụi hoặc SO₂ cao cần tiền xử lý trước khi vào hệ xúc tác để tránh giảm hiệu suất xử lý CO.
3.4 Theo chi phí đầu tư và vận hành
Hệ xúc tác có chi phí đầu tư cao nhưng tiết kiệm năng lượng; oxy hóa nhiệt có chi phí vận hành cao hơn do tiêu hao nhiên liệu.
3.5 Theo yêu cầu tiêu chuẩn đầu ra
Nếu yêu cầu CO <50 mg/Nm³, cần kết hợp nhiều công nghệ xử lý CO để đạt hiệu suất cao.
3.6 Theo tính ổn định vận hành
Hệ thống có tải biến động nên ưu tiên giải pháp linh hoạt như xử lý CO lò đốt kết hợp điều khiển tự động.
4. Tổng kết giải pháp xử lý CO hiệu quả
4.1 Kết hợp đa công nghệ
Trong thực tế, một hệ xử lý CO hiệu quả thường kết hợp oxy hóa nhiệt, xúc tác và tối ưu cháy để đạt hiệu suất tối đa.
4.2 Tối ưu thiết kế hệ thống
Thiết kế cần đảm bảo phân phối khí đều, thời gian lưu đủ và kiểm soát nhiệt độ ổn định để tăng hiệu quả oxy hóa CO.
4.3 Tích hợp hệ thống giám sát
CEMS và cảm biến online giúp theo dõi liên tục khí CO công nghiệp, đảm bảo hệ thống hoạt động đúng thiết kế.
4.4 Bảo trì và kiểm định định kỳ
Xúc tác, burner và cảm biến cần được kiểm tra định kỳ để duy trì hiệu suất xử lý CO.
4.5 Đào tạo vận hành
Nhân sự cần hiểu rõ nguyên lý và thông số để kiểm soát tốt khí độc CO trong quá trình vận hành.
4.6 Định hướng công nghệ 2026
Xu hướng mới tập trung vào xúc tác hiệu suất cao, tích hợp AI và tối ưu năng lượng trong xử lý CO.
Rủi ro khí độc và cách kiểm soát xem tại bài “An toàn khí thải luyện kim: 5 rủi ro khí độc và giải pháp bảo vệ người lao động”.
TÌM HIỂU THÊM: