


XỬ LÝ KHÍ THẢI NHIỆT ĐỘ CAO
Xử lý khí thải nhiệt độ cao là thách thức cốt lõi trong vận hành lò đốt và thiết bị nhiệt công nghiệp, nơi nhiệt độ, NOx và thành phần ăn mòn đồng thời tác động đến hiệu suất, độ bền và tuân thủ môi trường.





1.1 Tổng quan xử lý khí thải nhiệt độ cao trong công nghiệp
Trong các ngành xi măng, luyện kim, hóa chất, xử lý khí thải nhiệt độ cao là hạng mục bắt buộc nhằm kiểm soát phát thải NOx, CO và bụi mịn. Dòng khí thường có nhiệt độ 250–1.200°C, vận tốc lớn và biến động tải liên tục. Nếu không xử lý phù hợp, hệ thống dễ hư hỏng vật liệu, giảm tuổi thọ và vượt giới hạn môi trường cho phép.
1.2 Đặc điểm khí thải lò đốt và khí cháy công nghiệp
Khí thải lò đốt chứa hỗn hợp NOx 200–1.500 mg/Nm³, CO dư, SO₂ và hạt tro. Khí cháy công nghiệp thường có hàm lượng oxy dư 3–8%, gây ảnh hưởng trực tiếp đến hiệu suất xử lý. Nhiệt độ cao làm tăng tốc độ phản ứng oxy hóa, đồng thời gia tăng ăn mòn bề mặt kim loại.
1.3 Nguồn phát sinh NOx trong xử lý NOx
Xử lý NOx cần bắt đầu từ nhận diện nguồn hình thành. NOx phát sinh từ NOx nhiệt do nhiệt độ ngọn lửa trên 1.300°C và NOx nhiên liệu từ hợp chất nitơ trong than, dầu. Tỷ lệ NO/NO₂ phụ thuộc mạnh vào nhiệt độ và thời gian lưu khí trong buồng đốt.
1.4 Thách thức nhiệt và ăn mòn trong khí thải nhiệt
Khí thải nhiệt gây giãn nở nhiệt, phá hủy lớp lót chịu lửa và làm suy giảm cơ tính thép carbon trên 450°C. Hơi axit hình thành khi khí nguội xuống dưới điểm sương axit 120–150°C, dẫn đến ăn mòn cục bộ nếu không kiểm soát tốc độ làm mát.
1.5 Rủi ro an toàn khi xử lý khí cháy công nghiệp
Trong khí cháy công nghiệp, CO dư trên 1% thể tích có nguy cơ cháy thứ cấp khi trộn với không khí. Nếu thiết kế hệ thống làm mát và thu gom không đúng, nguy cơ nổ ống dẫn và buồng phản ứng tăng cao, đặc biệt ở áp suất trên 5 kPa.
1.6 Vai trò của giải pháp xử lý tích hợp
Giải pháp xử lý khí thải nhiệt độ cao hiện đại không tách rời từng công đoạn. Đốt tối ưu, làm mát có kiểm soát và xử lý hóa học cần được thiết kế đồng bộ. Cách tiếp cận này giúp giảm 20–40% chi phí vận hành so với hệ thống rời rạc.
1.7 Xu hướng công nghệ xử lý NOx và khí thải nhiệt
Xu hướng mới tập trung vào SNCR nhiệt độ cao, bộ trao đổi nhiệt thu hồi năng lượng và vật liệu chịu nhiệt >1.000°C. Các hệ thống tiên tiến cho phép giảm NOx xuống dưới 200 mg/Nm³ mà vẫn đảm bảo ổn định cho khí thải lò đốt công suất lớn.
• Để hiểu nền tảng hệ thống, xem “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp”.
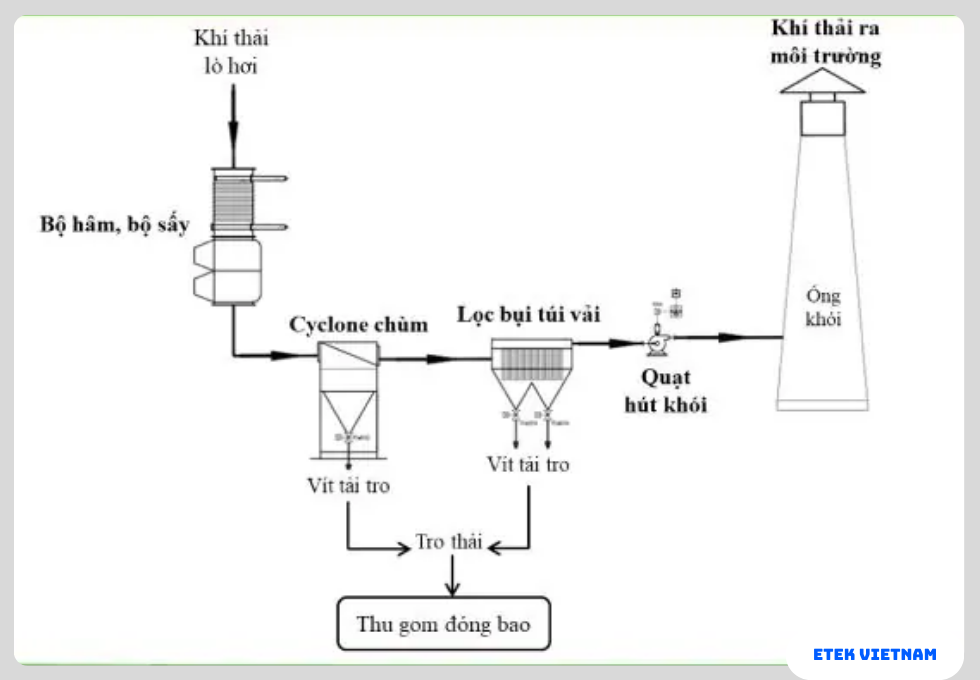
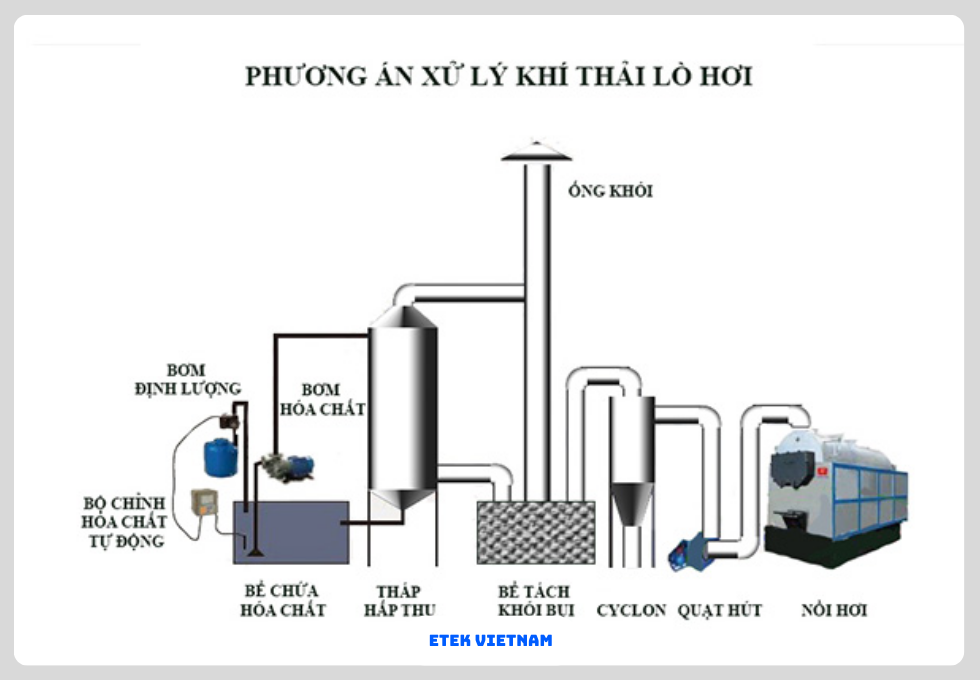
2.1 Cấu trúc tổng thể hệ thống xử lý khí thải nhiệt độ cao
Hệ thống xử lý khí thải nhiệt độ cao thường gồm buồng đốt hoàn thiện, thiết bị làm mát sơ cấp, cụm xử lý NOx và khối lọc cuối. Cấu trúc này được thiết kế tuyến tính để hạn chế tổn thất áp suất dưới 2.000 Pa. Mỗi mô-đun phải chịu được nhiệt độ liên tục trên 600°C và sốc nhiệt lặp lại trong chu kỳ vận hành.
2.2 Buồng đốt hoàn thiện và kiểm soát khí cháy công nghiệp
Buồng đốt hoàn thiện giữ vai trò ổn định thành phần khí cháy công nghiệp trước xử lý. Thời gian lưu khí thường đạt 1,5–2,5 giây ở nhiệt độ 850–1.100°C để oxy hóa triệt để CO và hợp chất hữu cơ. Việc phân phối gió thứ cấp quyết định trực tiếp nồng độ oxy dư và hiệu suất kiểm soát phát thải.
2.3 Nguyên lý làm mát khí thải nhiệt độ cao có kiểm soát
Trong khí thải nhiệt, làm mát nhanh gây nứt lớp lót chịu lửa, còn làm mát chậm dẫn đến vượt ngưỡng nhiệt cho thiết bị sau. Do đó, hệ thống thường sử dụng buồng trộn khí mát hoặc tháp phun nước điều tiết, kiểm soát tốc độ giảm nhiệt 50–80°C mỗi giây nhằm bảo vệ kết cấu kim loại.
2.4 Cơ chế hình thành và xử lý NOx trong dòng khí
Xử lý NOx dựa trên nguyên lý khử chọn lọc hoặc không chọn lọc. Ở dải 850–1.050°C, amoniac hoặc urê được phun trực tiếp để chuyển NOx thành N₂ và H₂O. Hiệu suất khử đạt 40–70% nếu phân bố nhiệt và thời gian phản ứng được kiểm soát chính xác.
2.5 Liên kết giữa khí thải lò đốt và thiết bị xử lý
Khí thải lò đốt có tải nhiệt và lưu lượng biến thiên theo công suất nhiên liệu. Do đó, ống dẫn và khớp giãn nở phải hấp thụ được giãn nở tuyến tính 5–8 mm/m. Thiết kế sai có thể gây rò rỉ khí nóng, làm giảm áp suất hút và mất ổn định toàn hệ thống.
2.6 Vật liệu chịu nhiệt trong xử lý khí thải nhiệt độ cao
Vật liệu tiếp xúc trực tiếp xử lý khí thải nhiệt độ cao thường là thép chịu nhiệt AISI 310S, lớp lót ceramic alumina >70% Al₂O₃ hoặc castable chịu 1.400°C. Việc lựa chọn vật liệu phù hợp giúp tăng tuổi thọ thiết bị lên 2–3 lần so với thép carbon thông thường.
2.7 Nguyên lý vận hành an toàn với khí cháy công nghiệp
Để đảm bảo an toàn cho khí cháy công nghiệp, hệ thống phải duy trì áp suất âm ổn định từ −50 đến −300 Pa. Cảm biến CO và nhiệt độ được bố trí tại các điểm nút nhằm ngăn nguy cơ cháy ngược. Quy trình vận hành tiêu chuẩn yêu cầu gia nhiệt tuần tự trước khi cấp tải đầy đủ.
• Công nghệ phù hợp xem “Công nghệ xử lý khí thải đốt nhiệt (24)”.
3.1 Dải nhiệt độ thiết kế trong xử lý khí thải nhiệt độ cao
Trong xử lý khí thải nhiệt độ cao, dải nhiệt thiết kế phổ biến từ 250°C đến 1.200°C, tùy theo loại lò và nhiên liệu. Thiết bị tiền xử lý phải chịu được nhiệt đỉnh trong điều kiện quá tải ngắn hạn lên đến 1.300°C. Sai lệch thiết kế nhiệt trên 10% có thể làm giảm tuổi thọ kết cấu thép và lớp lót chịu lửa.
3.2 Thông số lưu lượng và vận tốc khí thải lò đốt
Khí thải lò đốt thường có lưu lượng từ 5.000 đến trên 200.000 Nm³/h. Vận tốc khí trong ống dẫn được khống chế 12–18 m/s để hạn chế mài mòn và tổn thất áp suất. Khi vận tốc vượt 22 m/s, nguy cơ bong lớp phủ chịu nhiệt và phá hủy mối nối giãn nở tăng đáng kể.
3.3 Giới hạn phát thải NOx trong xử lý NOx
Các hệ thống xử lý NOx hiện nay được thiết kế đáp ứng giới hạn 200–400 mg/Nm³ đối với lò đốt công nghiệp thông thường. Với dây chuyền yêu cầu cao, mục tiêu có thể xuống dưới 150 mg/Nm³. Hiệu suất khử phụ thuộc trực tiếp vào nhiệt độ phản ứng, sai lệch 50°C có thể làm giảm hiệu quả đến 15%.
3.4 Thành phần khí cháy công nghiệp và kiểm soát an toàn
Khí cháy công nghiệp sau buồng đốt hoàn thiện cần duy trì CO dưới 100 ppm và oxy dư ổn định 3–6%. Nếu CO vượt ngưỡng này, nguy cơ cháy thứ cấp trong thiết bị làm mát tăng cao. Hệ thống đo liên tục được yêu cầu để điều chỉnh tỷ lệ gió và nhiên liệu theo thời gian thực.
3.5 Áp suất và tổn thất trong khí thải nhiệt
Trong dòng khí thải nhiệt, tổng tổn thất áp suất toàn hệ thống thường khống chế dưới 3.000 Pa để đảm bảo hiệu suất quạt hút. Tổn thất cục bộ lớn tại điểm đổi hướng hoặc thiết bị xử lý có thể gây mất cân bằng áp suất, dẫn đến rò rỉ khí nóng và giảm hiệu quả thu gom.
3.6 Tiêu chuẩn vật liệu cho xử lý khí thải nhiệt độ cao
Vật liệu sử dụng trong xử lý khí thải nhiệt độ cao phải đáp ứng tiêu chuẩn chịu nhiệt liên tục, kháng oxy hóa và chống ăn mòn axit. Thép chịu nhiệt cần đảm bảo hàm lượng Cr >24%, Ni >19%. Lớp lót ceramic phải có độ xốp thấp để hạn chế thẩm thấu khí và hơi axit.
3.7 Quy chuẩn môi trường áp dụng cho khí thải lò đốt
Khí thải lò đốt phải tuân thủ quy chuẩn phát thải công nghiệp về NOx, CO và bụi tổng. Nhiệt độ khí xả ra môi trường thường bị khống chế dưới 180°C nhằm tránh ảnh hưởng nhiệt và tăng hiệu quả khuếch tán. Việc không đáp ứng quy chuẩn có thể dẫn đến dừng vận hành hoặc buộc cải tạo hệ thống.
• Yêu cầu an toàn xem “An toàn buồng đốt và thiết bị nhiệt trong xử lý khí thải (104)”.
4.1 Lợi ích kỹ thuật của xử lý khí thải nhiệt độ cao
Xử lý khí thải nhiệt độ cao giúp ổn định dòng khí trước khi xả thải, giảm biến động nhiệt và hạn chế hư hỏng thiết bị sau. Việc kiểm soát nhiệt chính xác giúp giảm ứng suất nhiệt, kéo dài tuổi thọ hệ thống thêm 30–50%. Đồng thời, hiệu suất xử lý ổn định giúp duy trì phát thải trong giới hạn cho phép ngay cả khi tải vận hành thay đổi.
4.2 Hiệu quả giảm NOx trong vận hành thực tế
Giải pháp xử lý NOx phù hợp cho phép giảm đáng kể phát thải trong các điều kiện nhiệt cao liên tục. Khi nhiệt độ phản ứng được duy trì đúng dải thiết kế, hệ thống có thể vận hành ổn định nhiều năm mà không cần cải tạo lớn. Điều này giúp chủ đầu tư kiểm soát rủi ro pháp lý và tránh gián đoạn sản xuất.
4.3 Nâng cao độ an toàn cho khí cháy công nghiệp
Đối với khí cháy công nghiệp, kiểm soát thành phần và nhiệt độ giúp giảm nguy cơ cháy ngược, nổ thứ cấp và rò rỉ khí nóng. Hệ thống được thiết kế đúng giúp duy trì áp suất âm ổn định, bảo vệ người vận hành và khu vực xung quanh. Đây là yếu tố đặc biệt quan trọng với các dây chuyền hoạt động liên tục 24/7.
4.4 Tối ưu chi phí vận hành hệ thống khí thải
Khi khí thải nhiệt được làm mát và xử lý hợp lý, tiêu thụ năng lượng quạt và thiết bị phụ trợ giảm đáng kể. Việc tận dụng thu hồi nhiệt còn giúp giảm chi phí nhiên liệu cho các công đoạn khác. Tổng chi phí vận hành có thể giảm 15–25% so với hệ thống xử lý không tối ưu.
4.5 Ứng dụng trong hệ thống khí thải lò đốt
Khí thải lò đốt trong các ngành xử lý chất thải, hóa chất và luyện kim đòi hỏi hệ thống chịu tải nhiệt lớn và vận hành ổn định. Việc áp dụng giải pháp xử lý đồng bộ giúp đáp ứng yêu cầu môi trường mà không ảnh hưởng đến công suất lò. Đây là nền tảng để các nhà máy mở rộng quy mô trong tương lai.
4.6 Ứng dụng cho lò nung và thiết bị nhiệt công nghiệp
Trong các lò nung gạch, lò tôi nhiệt và thiết bị gia nhiệt công nghiệp, xử lý khí thải nhiệt độ cao đóng vai trò bảo vệ dây chuyền và môi trường xung quanh. Hệ thống phù hợp giúp duy trì hiệu suất nhiệt, giảm hao hụt năng lượng và đảm bảo tuân thủ tiêu chuẩn kỹ thuật dài hạn.
4.7 Giá trị dài hạn cho chủ đầu tư và kỹ sư
Giải pháp xử lý được thiết kế đúng cho xử lý khí thải nhiệt độ cao mang lại giá trị bền vững về kỹ thuật, kinh tế và môi trường. Chủ đầu tư giảm rủi ro cải tạo, kỹ sư dễ dàng vận hành và bảo trì. Đây là yếu tố then chốt trong các dự án lò đốt và thiết bị nhiệt hiện đại.
TÌM HIỂU THÊM: