









XỬ LÝ KHÍ THẢI CỤC BỘ
Xử lý khí thải cục bộ là giải pháp kỹ thuật tập trung thu gom và xử lý khí ô nhiễm ngay tại điểm phát sinh, giúp nhà máy kiểm soát phát tán khí độc trong không gian xưởng, giảm tải cho hệ thống tổng và đáp ứng các tiêu chuẩn môi trường ngày càng nghiêm ngặt trong sản xuất công nghiệp.


1.1 Tổng quan về xử lý khí thải cục bộ tại nguồn
Xử lý khí thải cục bộ là mô hình thu gom – làm sạch khí thải được triển khai trực tiếp tại thiết bị phát sinh như buồng sơn, bể mạ, bồn hóa chất hoặc máy gia công nhiệt. Thay vì hút toàn bộ không khí nhà xưởng, hệ thống tập trung kiểm soát dòng khí ô nhiễm ngay khi hình thành, giúp giảm khuếch tán và tăng hiệu suất xử lý.
1.2 Vai trò của xử lý khí thải buồng sơn trong nhà xưởng
Trong các dây chuyền sơn, dung môi VOC, hơi sơn và hạt overspray phát sinh liên tục với lưu lượng dao động từ 2.000–25.000 m³/h. Giải pháp xử lý khí thải buồng sơn cục bộ cho phép duy trì vận tốc hút 0,3–0,5 m/s tại cửa hút, hạn chế lan truyền khí độc ra khu vực làm việc xung quanh.
1.3 Nguy cơ phát tán khi không thu gom khí thải tại nguồn
Khi không thu gom khí thải tại nguồn, nồng độ VOC trong xưởng có thể vượt 2–3 lần giới hạn tiếp xúc cho phép. Điều này làm tăng rủi ro cháy nổ, ăn mòn thiết bị và ảnh hưởng trực tiếp đến sức khỏe người lao động, đặc biệt trong môi trường kín hoặc bán kín.
1.4 Đặc thù phát thải từ xử lý khí thải bể mạ
Trong xử lý khí thải bể mạ, nguồn ô nhiễm chủ yếu là hơi axit, kiềm, Cr⁶⁺ hoặc Ni²⁺ khuếch tán dạng sương mù. Việc bố trí chụp hút cục bộ dạng khe hoặc vành bao quanh bể giúp kiểm soát hiệu quả khí thải có vận tốc phát sinh thấp nhưng nồng độ ăn mòn cao.
1.5 So sánh xử lý cục bộ và xử lý khí thải tập trung
Hệ thống cục bộ có lưu lượng nhỏ, tổn thất áp suất thấp và dễ mở rộng theo từng thiết bị. Trong khi đó, hệ thống tập trung yêu cầu ống gió dài, công suất quạt lớn và khó kiểm soát triệt để tại từng điểm phát sinh, đặc biệt với nguồn phát thải gián đoạn.
1.6 Xu hướng áp dụng hút khí cục bộ trong công nghiệp
Xu hướng hiện nay là tích hợp hút khí cục bộ vào thiết kế máy móc ngay từ đầu. Cách tiếp cận này giúp giảm chi phí cải tạo, tối ưu năng lượng và đáp ứng đồng thời yêu cầu an toàn lao động và môi trường theo các tiêu chuẩn mới.
• Nền tảng hệ thống xử lý khí thải xem tại “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp”.
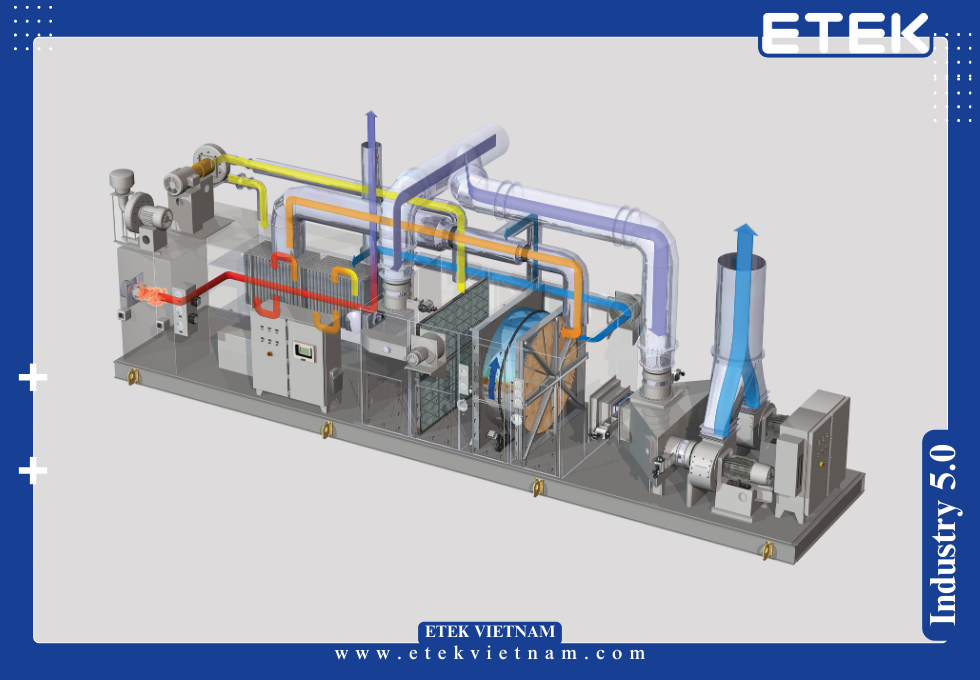
2.1 Cấu trúc hệ thống xử lý khí thải cục bộ tại nguồn
Một hệ thống xử lý khí thải cục bộ tiêu chuẩn gồm chụp hút, ống dẫn, quạt hút, thiết bị xử lý và ống xả. Các bộ phận được thiết kế đồng bộ để duy trì lưu lượng ổn định tại điểm phát sinh, thường trong dải 500–20.000 m³/h. Việc bố trí ngắn gọn giúp giảm tổn thất áp suất và nâng cao hiệu quả kiểm soát ô nhiễm.
2.2 Chụp hút trong hút khí cục bộ
Chụp hút là thành phần quyết định hiệu quả hút khí cục bộ, bao gồm dạng chụp hở, chụp bao kín hoặc chụp khe. Vận tốc hút yêu cầu tại miệng chụp thường từ 0,25–1,0 m/s tùy loại khí. Thiết kế chụp không phù hợp sẽ làm giảm khả năng thu gom và tăng tiêu thụ điện năng của quạt.
2.3 Nguyên lý thu gom khí thải tại nguồn phát sinh
Nguyên lý thu gom khí thải tại nguồn dựa trên việc tạo vùng áp suất âm cục bộ để khống chế dòng khí ô nhiễm trước khi khuếch tán. Khoảng cách từ nguồn phát sinh đến miệng hút thường không vượt quá 300–500 mm nhằm đảm bảo hiệu suất thu gom đạt trên 85–95%.
2.4 Ống dẫn và tổn thất áp suất trong xử lý khí thải buồng sơn
Trong xử lý khí thải buồng sơn, hệ thống ống gió phải chịu được hơi dung môi và hạt sơn mịn. Vận tốc khí trong ống thường được thiết kế từ 10–18 m/s để tránh lắng đọng. Tổn thất áp suất tổng hệ thống dao động 800–2.000 Pa, ảnh hưởng trực tiếp đến công suất quạt.
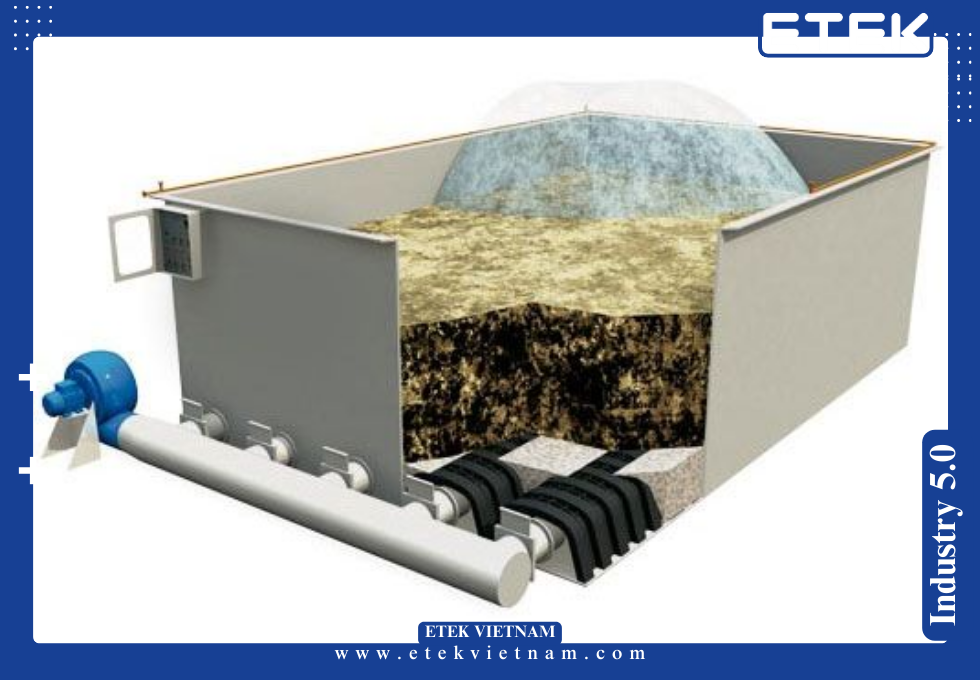
2.5 Thiết bị xử lý trong xử lý khí thải bể mạ
Đối với xử lý khí thải bể mạ, thiết bị xử lý thường là tháp hấp thụ ướt, sử dụng dung dịch NaOH hoặc H₂SO₄ loãng. Hiệu suất loại bỏ hơi axit có thể đạt trên 95% khi duy trì tỷ lệ L/G phù hợp, thường từ 2–5 L/m³ khí.
2.6 Quạt hút và cân bằng lưu lượng cục bộ
Quạt trong hệ thống xử lý khí thải cục bộ thường là quạt ly tâm áp suất trung bình đến cao, công suất từ 1,5–30 kW. Việc cân bằng lưu lượng giữa các nhánh hút là yếu tố quan trọng nhằm tránh hiện tượng hút không đều, gây suy giảm hiệu quả tại các điểm phát sinh chính.
2.7 Nguyên lý vận hành đồng bộ và tự động hóa
Các hệ thống hiện đại tích hợp biến tần, cảm biến áp suất và PLC để điều chỉnh lưu lượng theo trạng thái vận hành thiết bị. Cách tiếp cận này giúp giảm 20–30% điện năng tiêu thụ so với vận hành cố định, đồng thời tăng tuổi thọ quạt và thiết bị xử lý.
• Nguyên tắc thu gom xem “Thiết kế hệ thống thu gom và hút khí thải trong nhà máy (56)”.
3.1 Thông số thiết kế cơ bản của xử lý khí thải cục bộ
Trong xử lý khí thải cục bộ, các thông số thiết kế quan trọng gồm lưu lượng hút, vận tốc thu gom, tổn thất áp suất và hiệu suất xử lý. Lưu lượng thường được xác định dựa trên diện tích miệng hút và vận tốc khống chế, phổ biến trong khoảng 500–25.000 m³/h cho từng nguồn phát sinh riêng lẻ.
3.2 Vận tốc thiết kế trong hút khí cục bộ
Vận tốc khống chế trong hút khí cục bộ phụ thuộc vào tính chất khí thải. Với hơi dung môi và VOC, vận tốc yêu cầu tại điểm phát sinh là 0,25–0,5 m/s. Với sương axit hoặc bụi mịn, giá trị này có thể tăng lên 0,75–1,0 m/s để đảm bảo khả năng thu giữ ổn định.
3.3 Thông số kỹ thuật trong xử lý khí thải buồng sơn
Hệ thống xử lý khí thải buồng sơn thường yêu cầu nồng độ VOC đầu vào từ 300–3.000 mg/Nm³. Sau xử lý, nồng độ phải giảm xuống dưới 100 mg/Nm³ tùy quy chuẩn áp dụng. Áp suất tĩnh toàn hệ thống dao động 1.200–2.500 Pa do có lớp lọc sơn và thiết bị xử lý phía sau.
3.4 Thông số đặc thù của xử lý khí thải bể mạ
Trong xử lý khí thải bể mạ, nồng độ hơi axit HCl hoặc H₂SO₄ thường nằm trong khoảng 5–50 mg/Nm³. Tháp hấp thụ được thiết kế với chiều cao lớp đệm 800–1.500 mm, thời gian tiếp xúc khí–lỏng từ 1,0–1,5 giây để đạt hiệu suất khử trên 95%.
3.5 Tiêu chuẩn môi trường áp dụng cho thu gom khí thải tại nguồn
Các hệ thống thu gom khí thải tại nguồn phải đáp ứng QCVN về khí thải công nghiệp tương ứng với từng ngành nghề. Ngoài ra, vận tốc khí thải tại miệng ống khói thường được khống chế trong khoảng 12–20 m/s nhằm đảm bảo khả năng phát tán an toàn ra môi trường.
3.6 Yêu cầu đo kiểm và đánh giá hiệu quả hệ thống
Hiệu quả của xử lý khí thải cục bộ được đánh giá thông qua đo nồng độ trước và sau xử lý, lưu lượng thực tế và chênh áp hệ thống. Các phép đo thường được thực hiện định kỳ 6–12 tháng để đảm bảo hệ thống duy trì hiệu suất thiết kế và tuân thủ quy định pháp luật.
3.7 An toàn vận hành và kiểm soát rủi ro
Ngoài tiêu chuẩn môi trường, hệ thống cần đáp ứng yêu cầu an toàn cháy nổ, đặc biệt với khí thải chứa dung môi dễ bay hơi. Việc nối đất ống gió, sử dụng vật liệu chống ăn mòn và bố trí cửa kiểm tra là các yêu cầu bắt buộc trong thiết kế hiện đại.
• Trường hợp mở rộng không gian xem “Xử lý khí thải nhà xưởng và không gian sản xuất (82)”.
4.1 Lợi ích kiểm soát ô nhiễm của xử lý khí thải cục bộ
Xử lý khí thải cục bộ cho phép khống chế dòng khí ô nhiễm ngay tại điểm phát sinh, giúp giảm đáng kể nồng độ khí độc lan tỏa trong nhà xưởng. Khi thu gom trực tiếp, hiệu suất kiểm soát có thể đạt trên 90%, cao hơn nhiều so với các giải pháp hút phân tán, đặc biệt trong không gian kín hoặc bán kín.
4.2 Hiệu quả vận hành khi áp dụng hút khí cục bộ
Việc sử dụng hút khí cục bộ giúp giảm lưu lượng hút tổng, từ đó giảm công suất quạt và điện năng tiêu thụ. Trong nhiều nhà máy, mức tiết kiệm năng lượng ghi nhận từ 15–35% so với hệ thống hút toàn xưởng, đồng thời giảm độ ồn và rung động trong quá trình vận hành liên tục.
4.3 Ứng dụng trong xử lý khí thải buồng sơn công nghiệp
Trong xử lý khí thải buồng sơn, giải pháp cục bộ đặc biệt phù hợp với buồng sơn đơn lẻ, buồng sơn sửa chữa hoặc dây chuyền gián đoạn. Việc thu gom trực tiếp hơi dung môi và hạt sơn mịn giúp duy trì chất lượng không khí làm việc, hạn chế lắng đọng và giảm nguy cơ cháy nổ trong khu vực sản xuất.
4.4 Ứng dụng trong xử lý khí thải bể mạ và bể hóa chất
Với xử lý khí thải bể mạ, hệ thống cục bộ cho phép kiểm soát hiệu quả hơi axit phát sinh liên tục nhưng lưu lượng nhỏ. Việc bố trí chụp hút sát bề mặt dung dịch giúp giảm ăn mòn kết cấu xưởng, bảo vệ thiết bị điện và kéo dài tuổi thọ nhà máy trong môi trường hóa chất.
4.5 Lợi ích kinh tế khi thu gom khí thải tại nguồn
Giải pháp thu gom khí thải tại nguồn giúp giảm quy mô thiết bị xử lý phía sau, từ đó giảm chi phí đầu tư ban đầu và chi phí bảo trì. Trong nhiều dự án cải tạo, việc chuyển sang mô hình cục bộ giúp giảm 20–40% tổng chi phí so với mở rộng hệ thống xử lý tập trung.
4.6 Tính linh hoạt khi mở rộng dây chuyền sản xuất
Một ưu điểm lớn của xử lý khí thải cục bộ là khả năng mở rộng theo từng thiết bị. Khi nhà máy bổ sung buồng sơn hoặc bể xử lý mới, hệ thống có thể được lắp đặt độc lập mà không ảnh hưởng đến các khu vực khác, giúp tối ưu tiến độ và hạn chế dừng sản xuất.
4.7 Vai trò trong thiết kế hệ thống hút – xử lý hiện đại
Trong các dự án mới, xử lý khí thải cục bộ thường được tích hợp ngay từ giai đoạn thiết kế máy móc và layout xưởng. Cách tiếp cận này giúp đồng bộ giữa công nghệ sản xuất và kiểm soát môi trường, đáp ứng yêu cầu pháp lý, an toàn lao động và tiêu chuẩn ESG ngày càng được doanh nghiệp quan tâm.
TÌM HIỂU THÊM: