









XỬ LÝ KHÍ THẢI NGÀNH HÓA CHẤT
Xử lý khí thải ngành hóa chất là yêu cầu bắt buộc để kiểm soát rủi ro phát tán khí độc, giảm ăn mòn thiết bị và bảo vệ sức khỏe người lao động. Trong bối cảnh QCVN ngày càng siết chặt, doanh nghiệp hóa chất – nhựa – cao su cần tiếp cận các giải pháp kỹ thuật đồng bộ, đáp ứng cả mục tiêu môi trường lẫn EHS.





1.1 Tổng quan xử lý khí thải ngành hóa chất
Ngành hóa chất phát sinh nhiều dòng khí thải hóa chất có thành phần phức tạp như SO₂, NOx, HCl, NH₃, VOCs. Nồng độ dao động lớn theo mẻ sản xuất, nhiệt độ thường 40–120°C, độ ẩm cao. Nếu không xử lý triệt để, các khí này gây ăn mòn đường ống, suy giảm tuổi thọ thiết bị và vi phạm QCVN 19:2009/BTNMT. Do đó, việc thiết kế hệ thống xử lý phải dựa trên phân tích tải lượng, lưu lượng Nm³/h và đặc tính hóa học từng dòng thải.
1.2 Đặc thù nguồn phát sinh khí độc công nghiệp
Nguồn phát sinh khí độc công nghiệp thường đến từ phản ứng tổng hợp, trung hòa axit–bazơ, sấy, chưng cất và lưu trữ hóa chất. Các điểm phát thải có thể là cục bộ hoặc phân tán, áp suất âm nhẹ từ 50–300 Pa. Thành phần khí có tính oxy hóa, khử hoặc ăn mòn mạnh, đòi hỏi vật liệu FRP, PP hoặc inox 316L. Nhận diện đúng nguồn giúp tối ưu sơ đồ thu gom và giảm tổn thất áp suất toàn hệ.
1.3 Rủi ro sức khỏe và môi trường
Tiếp xúc kéo dài với hơi axit, clo hay amoniac có thể gây kích ứng hô hấp, bỏng hóa chất và bệnh nghề nghiệp. Ở nồng độ vượt ngưỡng TLV-TWA, các hợp chất này ảnh hưởng trực tiếp đến cộng đồng xung quanh. Việc xử lý hơi axit không đạt chuẩn còn làm tăng mưa axit cục bộ, suy thoái đất và nguồn nước. Vì vậy, kiểm soát nồng độ đầu ra mg/Nm³ là chỉ tiêu then chốt trong thiết kế.
1.4 Áp lực tuân thủ pháp lý và QCVN
Các QCVN hiện hành quy định giới hạn SO₂ ≤ 500 mg/Nm³, HCl ≤ 50 mg/Nm³, NH₃ ≤ 200 mg/Nm³ tùy loại hình. Doanh nghiệp vi phạm có thể bị đình chỉ vận hành và xử phạt nặng. Hệ thống xử lý khí thải ngành hóa chất cần tích hợp quan trắc liên tục, ghi nhận dữ liệu và báo cáo định kỳ. Điều này không chỉ đáp ứng pháp luật mà còn nâng cao uy tín ESG.
1.5 Vai trò của an toàn hóa chất trong EHS
An toàn hóa chất là trụ cột của quản lý EHS, liên quan trực tiếp đến thiết kế, vận hành và bảo trì hệ thống xử lý khí. Quy trình SOP phải bao gồm kiểm soát rò rỉ, trung hòa sự cố và PPE phù hợp. Việc đào tạo nhân sự về MSDS, giới hạn phơi nhiễm và ứng phó khẩn cấp giúp giảm thiểu tai nạn và gián đoạn sản xuất.
1.6 Xu hướng công nghệ xử lý hiện nay
Các giải pháp hiện đại tập trung vào hấp thụ ướt đa tầng, kết hợp hấp phụ than hoạt tính và hậu xử lý. Hệ thống được tối ưu bằng CFD để giảm ΔP và tăng hiệu suất lên 95–99%. Tự động hóa pH, ORP và lưu lượng hóa chất giúp kiểm soát ổn định, phù hợp với đặc thù biến động của ngành.
• Nền tảng chung xem “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp”.
2.1 Hệ thống thu gom khí thải hóa chất
Trong xử lý khí thải ngành hóa chất, hệ thống thu gom quyết định hiệu quả tổng thể. Chụp hút được thiết kế theo vận tốc bắt giữ 0,5–1,5 m/s, đảm bảo thu hồi triệt để khí thải hóa chất phát sinh tại nguồn. Đường ống dẫn thường sử dụng PP, PVC-C hoặc FRP, chịu ăn mòn tốt ở pH 2–11. Tổn thất áp suất toàn tuyến được kiểm soát dưới 1500 Pa để tối ưu công suất quạt và giảm tiêu thụ điện năng.
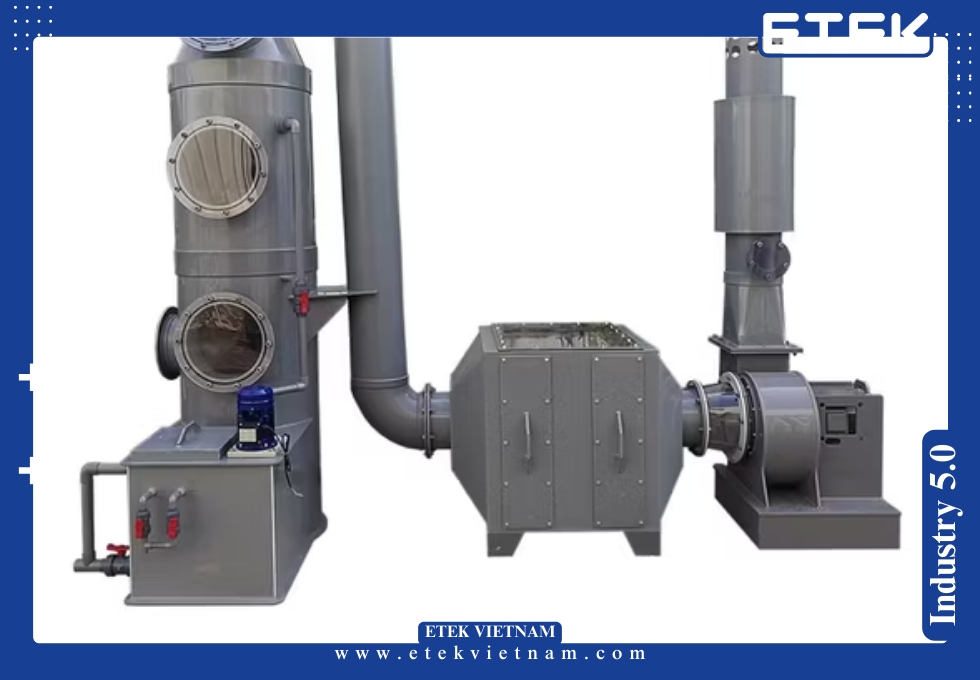
2.2 Tháp hấp thụ xử lý hơi axit
Tháp hấp thụ ướt là thiết bị trung tâm trong xử lý hơi axit. Khí đi từ đáy lên, dung dịch hấp thụ phun từ trên xuống qua lớp đệm Pall Ring hoặc Tellerette. Hiệu suất loại bỏ HCl, SO₂ đạt 95–98% khi pH dung dịch duy trì 8–9. Vật liệu tháp thường là FRP dày 6–10 mm, chịu nhiệt đến 80°C. Nguyên lý tiếp xúc ngược dòng giúp tăng diện tích bề mặt và thời gian lưu khí.
2.3 Cơ chế trung hòa khí độc công nghiệp
Quá trình trung hòa dựa trên phản ứng hóa học giữa tác nhân hấp thụ và khí độc công nghiệp. Ví dụ, NaOH phản ứng với HCl tạo muối NaCl ổn định. Tốc độ phản ứng phụ thuộc nồng độ, nhiệt độ và hệ số truyền khối. Trong xử lý khí thải ngành hóa chất, việc tính toán L/G (lưu lượng lỏng/khí) thường ở mức 2–5 L/m³ khí để đảm bảo hiệu suất mà không gây lãng phí hóa chất.
2.4 Thiết bị tách giọt và hậu xử lý
Sau hấp thụ, khí mang theo sương mù hóa chất cần được tách bằng demister dạng lưới hoặc cánh hướng dòng. Hiệu suất tách giọt đạt trên 99% với kích thước giọt ≥ 10 µm. Công đoạn hậu xử lý giúp giảm hơi ẩm và muối, bảo vệ quạt hút và ống khói. Đây là bước quan trọng để đảm bảo khí thải đầu ra ổn định, đáp ứng yêu cầu vận hành lâu dài.
2.5 Quạt hút và cân bằng áp suất
Quạt ly tâm chịu ăn mòn được lựa chọn dựa trên lưu lượng Nm³/h và tổng trở hệ thống. Trong các dự án xử lý khí thải ngành hóa chất, áp suất quạt thường 2000–4000 Pa. Việc cân bằng áp suất giúp duy trì dòng khí ổn định, tránh rò rỉ khí thải hóa chất ra khu vực sản xuất. Cánh quạt phủ epoxy hoặc chế tạo từ FRP giúp tăng tuổi thọ trong môi trường ăn mòn.
2.6 Hệ thống điều khiển và giám sát EHS
Hệ điều khiển PLC tích hợp cảm biến pH, lưu lượng và áp suất cho phép vận hành tự động. Dữ liệu được ghi nhận liên tục phục vụ quản lý an toàn hóa chất và báo cáo môi trường. Cảnh báo sớm khi thông số vượt ngưỡng giúp ngăn ngừa sự cố phát tán khí độc công nghiệp. Đây là nền tảng để doanh nghiệp đáp ứng các yêu cầu EHS hiện đại.
2.7 Khả năng mở rộng và tối ưu hệ thống
Cấu trúc module cho phép mở rộng công suất khi tăng tải sản xuất. Trong thực tế xử lý khí thải ngành hóa chất, việc dự phòng 10–20% lưu lượng giúp hệ thống thích ứng với biến động. Tối ưu hóa bằng mô phỏng dòng chảy giúp giảm tiêu hao năng lượng và hóa chất, đồng thời nâng cao độ tin cậy vận hành.
• Công nghệ phù hợp xem “Xử lý khí thải axit vô cơ trong công nghiệp (86)”.
3.1 Lưu lượng và tải lượng trong xử lý khí thải ngành hóa chất
Khi thiết kế xử lý khí thải ngành hóa chất, lưu lượng được xác định theo tổng thể tích phát sinh tại các điểm hút, thường từ 3.000 đến 120.000 Nm³/h. Tải lượng chất ô nhiễm được tính bằng mg/Nm³ nhân với lưu lượng thực tế. Sai số cho phép dưới 5% để tránh quá tải tháp hấp thụ. Việc xác định đúng thông số đầu vào giúp lựa chọn quạt, kích thước tháp và công suất bơm hóa chất chính xác.
3.2 Giới hạn nồng độ khí thải hóa chất theo QCVN
Các QCVN hiện hành quy định chặt chẽ đối với khí thải hóa chất. QCVN 19:2009/BTNMT yêu cầu HCl ≤ 50 mg/Nm³, SO₂ ≤ 500 mg/Nm³, NOx ≤ 1000 mg/Nm³. Đối với khu vực nhạy cảm, hệ số Kf có thể giảm còn 0,8. Trong xử lý khí thải ngành hóa chất, hệ thống phải đảm bảo nồng độ đầu ra thấp hơn 10–20% so với giới hạn để dự phòng dao động tải.
3.3 Thông số pH và hiệu suất xử lý hơi axit
Hiệu quả xử lý hơi axit phụ thuộc trực tiếp vào pH dung dịch hấp thụ. Với dung dịch NaOH, pH tối ưu duy trì trong khoảng 8–9,5. Nếu pH < 7, hiệu suất hấp thụ HCl giảm mạnh dưới 85%. Thời gian lưu khí trong tháp thường 1,5–2,5 giây. Các cảm biến pH online được yêu cầu trong hệ thống xử lý khí thải ngành hóa chất để kiểm soát liên tục và tự động châm hóa chất.
3.4 Nhiệt độ và độ ẩm của khí độc công nghiệp
Khí độc công nghiệp trong ngành hóa chất thường có nhiệt độ 40–120°C và độ ẩm trên 70%. Nhiệt độ cao làm giảm khả năng hòa tan khí trong dung dịch hấp thụ. Do đó, nhiều hệ thống cần bộ làm mát sơ bộ hoặc tháp giải nhiệt khí. Giới hạn nhiệt độ vào tháp hấp thụ thường ≤ 80°C để bảo vệ vật liệu FRP và duy trì hiệu suất xử lý ổn định.
3.5 Vật liệu thiết bị và an toàn hóa chất
Vật liệu tiếp xúc trực tiếp phải đáp ứng yêu cầu an toàn hóa chất. FRP chịu ăn mòn tốt với axit vô cơ, tuổi thọ 10–15 năm. Inox 316L được dùng cho môi trường nhiệt cao và áp suất lớn. Gioăng, đệm kín sử dụng EPDM hoặc PTFE để tránh rò rỉ. Lựa chọn vật liệu đúng giúp giảm sự cố, hạn chế phát tán khí và đảm bảo vận hành an toàn dài hạn.
3.6 Tiêu chuẩn vận hành và quan trắc
Hệ thống cần tuân thủ ISO 14001 và các hướng dẫn EHS nội bộ. Quan trắc định kỳ tối thiểu 3 tháng một lần, đo lưu lượng, pH và nồng độ đầu ra. Với xử lý khí thải ngành hóa chất, xu hướng là lắp đặt CEMS để giám sát liên tục. Dữ liệu được lưu trữ tối thiểu 3 năm, phục vụ thanh tra và đánh giá tuân thủ pháp lý.
3.7 Dự phòng và hệ số an toàn thiết kế
Trong tính toán, hệ số an toàn thường từ 1,1 đến 1,25 cho lưu lượng và tải lượng. Điều này giúp hệ thống đáp ứng khi tăng công suất hoặc thay đổi nguyên liệu. Dự phòng bơm, quạt và nguồn điện là yêu cầu bắt buộc trong các nhà máy lớn. Cách tiếp cận này đảm bảo xử lý khí thải ngành hóa chất luôn ổn định, không gián đoạn sản xuất.
• Yêu cầu bắt buộc xem “An toàn hóa chất trong hệ thống xử lý khí thải (111)”.
4.1 Giảm thiểu rủi ro khí thải hóa chất trong sản xuất
Việc triển khai xử lý khí thải ngành hóa chất giúp kiểm soát hiệu quả khí thải hóa chất phát sinh liên tục trong quá trình phản ứng, sấy và lưu trữ. Nồng độ đầu ra được duy trì ổn định dưới ngưỡng QCVN, hạn chế phát tán mùi và chất độc ra môi trường xung quanh. Điều này giúp doanh nghiệp giảm nguy cơ khiếu nại cộng đồng và gián đoạn sản xuất do vi phạm môi trường.
4.2 Bảo vệ sức khỏe người lao động khỏi khí độc công nghiệp
Hệ thống xử lý đạt chuẩn giúp giảm phơi nhiễm khí độc công nghiệp trong khu vực làm việc. Khi nồng độ được kiểm soát dưới TLV-TWA, nguy cơ bệnh hô hấp, kích ứng da và tai nạn hóa chất giảm rõ rệt. Đây là lợi ích trực tiếp nhưng mang giá trị lâu dài, góp phần ổn định nguồn nhân lực và giảm chi phí y tế, bồi thường.
4.3 Kiểm soát ăn mòn và nâng cao tuổi thọ thiết bị
Các dòng khí chứa axit vô cơ nếu không xử lý sẽ gây ăn mòn nhanh đường ống, kết cấu thép và máy móc. Giải pháp xử lý hơi axit hiệu quả giúp giảm nồng độ tác nhân ăn mòn trước khi xả thải. Nhờ đó, tuổi thọ thiết bị tăng 20–30%, chi phí bảo trì giảm đáng kể và kế hoạch sản xuất ổn định hơn.
4.4 Đáp ứng yêu cầu an toàn hóa chất và EHS
Áp dụng xử lý khí thải ngành hóa chất là một phần quan trọng của chiến lược an toàn hóa chất và quản lý EHS. Hệ thống giúp doanh nghiệp đáp ứng các tiêu chuẩn ISO 14001, ISO 45001 và yêu cầu đánh giá rủi ro nội bộ. Việc tuân thủ tốt EHS còn nâng cao hình ảnh doanh nghiệp trong chuỗi cung ứng toàn cầu.
4.5 Ứng dụng trong ngành hóa chất – nhựa – cao su
Các nhà máy sản xuất nhựa, cao su tổng hợp, phân bón và hóa chất cơ bản đều phát sinh khí thải hóa chất đặc thù. Hệ thống hấp thụ và hậu xử lý có thể tùy biến theo từng dây chuyền, từ quy mô vài nghìn đến hàng trăm nghìn Nm³/h. Điều này giúp xử lý khí thải ngành hóa chất trở thành giải pháp nền tảng cho toàn ngành.
4.6 Hiệu quả kinh tế và tối ưu chi phí vận hành
Dù chi phí đầu tư ban đầu tương đối cao, hệ thống xử lý được thiết kế tối ưu giúp giảm tiêu hao hóa chất và điện năng. Hiệu suất ổn định hạn chế dừng máy ngoài kế hoạch. Trong dài hạn, lợi ích kinh tế từ việc tránh phạt môi trường và kéo dài tuổi thọ thiết bị vượt trội so với chi phí đầu tư ban đầu.
4.7 Định hướng phát triển bền vững và ESG
Kiểm soát phát thải là yếu tố cốt lõi trong chiến lược phát triển bền vững. Doanh nghiệp áp dụng xử lý khí thải ngành hóa chất bài bản sẽ đáp ứng tốt các tiêu chí ESG, nâng cao khả năng tiếp cận vốn và đối tác quốc tế. Đây là lợi thế cạnh tranh dài hạn trong bối cảnh thị trường ngày càng chú trọng yếu tố môi trường.
TÌM HIỂU THÊM: