







XỬ LÝ KHÍ THẢI NGÀNH CƠ KHÍ
Xử lý khí thải ngành cơ khí là yêu cầu bắt buộc khi các nhà máy gia công kim loại ngày càng mở rộng quy mô và chịu áp lực tuân thủ quy chuẩn môi trường. Việc kiểm soát bụi, hơi axit và khí độc không chỉ giúp doanh nghiệp đạt chuẩn QCVN mà còn tối ưu vận hành, giảm rủi ro pháp lý và nâng cao hình ảnh sản xuất bền vững.





1.1 Tổng quan về _xử lý khí thải ngành cơ khí_ trong sản xuất hiện đại
Trong bối cảnh công nghiệp hóa, các nhà máy cơ khí phát sinh lượng lớn khí ô nhiễm từ hàn, cắt plasma, mạ điện và xử lý bề mặt. Xử lý khí thải ngành cơ khí không còn là hạng mục phụ trợ mà trở thành một phần của thiết kế nhà xưởng. Hệ thống cần đảm bảo lưu lượng hút ổn định từ 5.000–60.000 m³/h, duy trì áp suất âm khoảng -5 đến -15 Pa nhằm ngăn khí lan sang khu vực sản xuất.
Bên cạnh yếu tố kỹ thuật, doanh nghiệp phải cân nhắc vòng đời thiết bị, chi phí điện năng và khả năng nâng cấp. Các mô hình hiện đại thường tích hợp cảm biến PM2.5, VOC và bộ điều khiển PLC để tự động điều chỉnh tốc độ quạt theo tải ô nhiễm.
1.2 Đặc điểm của _khí thải cơ khí kim loại_ và mức độ nguy hại
Khí thải cơ khí kim loại chứa hỗn hợp hạt rắn kích thước từ 0.1–100 µm, oxit kim loại và khí vô cơ. Quá trình cắt laser có thể tạo nồng độ bụi tới 20 mg/Nm³ nếu không thu gom tại nguồn. Trong khi đó, hàn hồ quang sinh ra MnO, Fe₂O₃ và ozone, gây ảnh hưởng trực tiếp đến hệ hô hấp.
Các hạt siêu mịn dưới 2.5 µm có khả năng đi sâu vào phế nang, làm tăng nguy cơ bệnh nghề nghiệp. Vì vậy, tiêu chuẩn thiết kế thường yêu cầu hiệu suất lọc ≥99% với hạt ≥1 µm và duy trì vận tốc gió tại miệng hút từ 0.5–1.2 m/s.
1.3 Nhận diện nguồn phát sinh _bụi kim loại_ trong nhà xưởng
Bụi kim loại thường phát sinh tại các công đoạn mài, đánh bóng, phun bi và cắt CNC. Mật độ bụi có thể đạt 10–30 mg/m³ trong khu vực kín nếu thiếu hệ thống hút cục bộ. Đặc tính của loại bụi này là trọng lượng riêng cao, dễ lắng nhưng cũng dễ tái phát tán khi có dao động không khí.
Thiết kế chụp hút dạng canopy hoặc slot hood giúp thu gom hiệu quả hơn so với hút tổng. Khoảng cách từ nguồn đến miệng hút nên dưới 1.5 lần đường kính chụp để tránh thất thoát lưu lượng.
1.4 Thách thức khi kiểm soát _khí thải mạ_ chứa hơi axit
Khí thải mạ thường mang theo HCl, H₂SO₄ hoặc hơi Cr⁶⁺ với pH dao động 1.5–3. Các hơi này có tính ăn mòn cao, gây hư hại kết cấu thép và thiết bị điện. Nếu không xử lý triệt để, nồng độ axit trong không khí có thể vượt 3–5 lần giới hạn cho phép.
Giải pháp phổ biến là dùng tháp rửa khí với dung dịch kiềm NaOH 5–10%, duy trì thời gian tiếp xúc tối thiểu 1.2 giây. Vật liệu tháp nên là FRP hoặc PP để chống ăn mòn hóa học.
1.5 Vai trò của _xử lý khí nhà xưởng cơ khí_ trong quản trị ESG
Xử lý khí nhà xưởng cơ khí ngày càng gắn liền với chiến lược ESG và tiêu chuẩn ISO 14001. Doanh nghiệp kiểm soát tốt phát thải thường giảm 15–25% chi phí bảo trì do hạn chế ăn mòn và bám bẩn thiết bị.
Ngoài ra, môi trường làm việc sạch giúp giảm tỷ lệ nghỉ bệnh, cải thiện năng suất lao động. Một số tập đoàn còn yêu cầu dữ liệu phát thải theo thời gian thực để phục vụ báo cáo carbon, thúc đẩy việc ứng dụng IoT trong hệ thống xử lý.
1.6 Xu hướng tích hợp công nghệ trong _xử lý khí thải ngành cơ khí_
Các hệ thống thế hệ mới ưu tiên mô-đun hóa nhằm dễ mở rộng khi tăng công suất. Xử lý khí thải ngành cơ khí hiện nay thường kết hợp lọc túi vải, cyclone và scrubber trong cùng dây chuyền để xử lý đa tác nhân.
Biến tần VFD giúp giảm 20–30% điện năng nhờ điều chỉnh tốc độ quạt theo áp suất tĩnh. Đồng thời, vật liệu lọc phủ PTFE cho phép vận hành ở nhiệt độ 120–240°C mà không suy giảm hiệu suất.
1.7 Lợi thế cạnh tranh khi đầu tư đúng hệ thống từ đầu
Việc thiết kế ngay từ giai đoạn xây dựng giúp doanh nghiệp tránh chi phí cải tạo có thể chiếm tới 40% tổng đầu tư. Hệ thống tối ưu còn cho phép thu hồi bụi kim loại để tái chế, tạo nguồn doanh thu phụ.
Quan trọng hơn, nhà máy đạt chuẩn môi trường dễ tham gia chuỗi cung ứng toàn cầu, đặc biệt trong ngành ô tô và điện tử. Đây là yếu tố ngày càng được các đối tác quốc tế đánh giá khắt khe.
• Nền tảng chung xem “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp”.
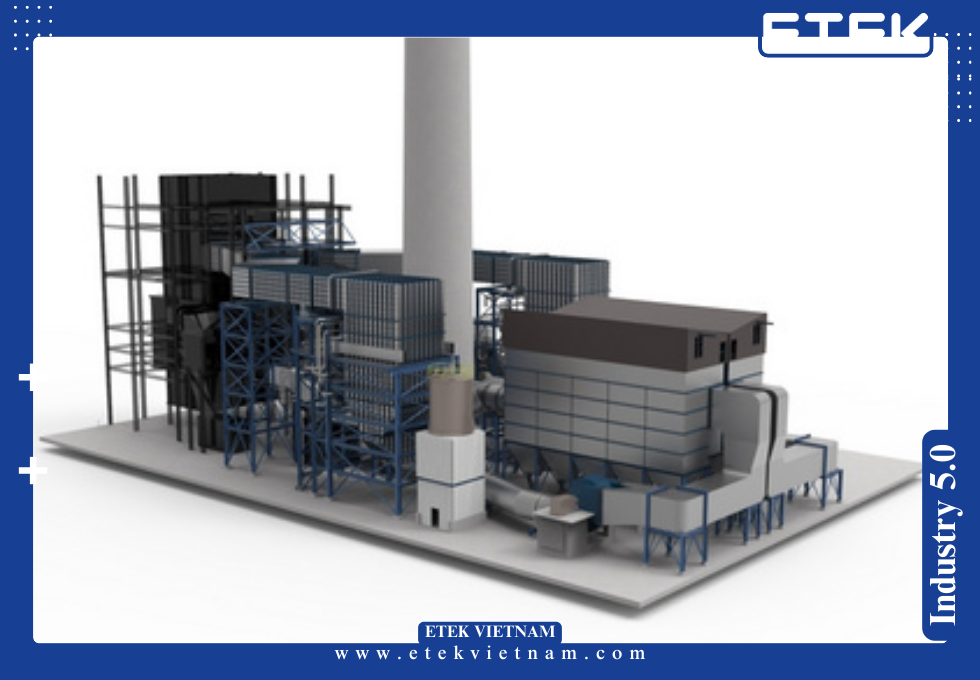
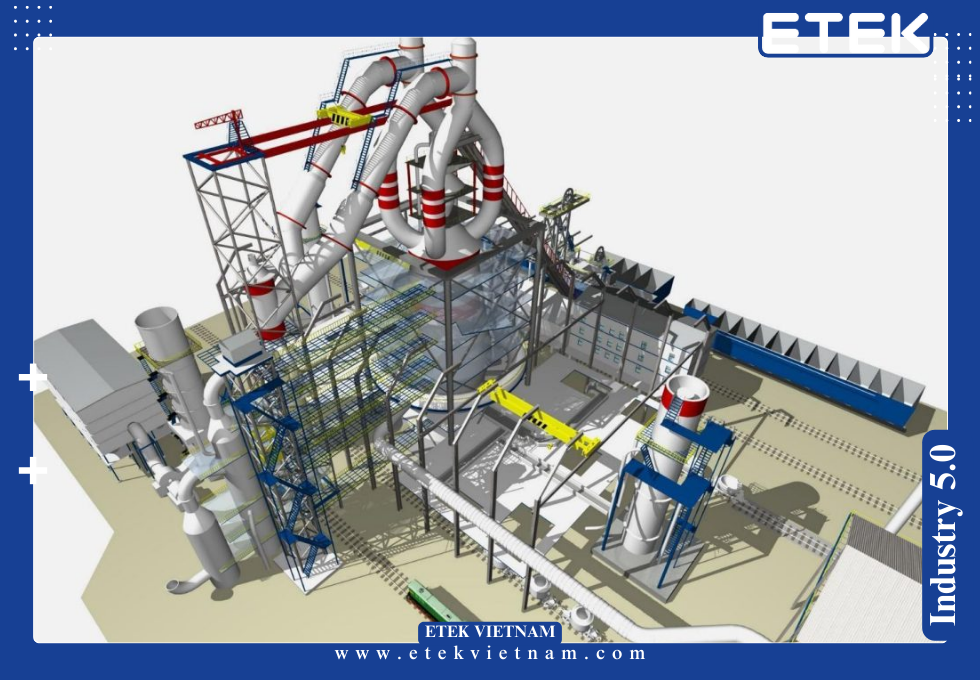
2.1 Cấu trúc tổng thể của hệ thống _xử lý khí thải ngành cơ khí_
Một hệ thống xử lý khí thải ngành cơ khí tiêu chuẩn thường gồm chụp hút, đường ống dẫn, thiết bị tiền xử lý, bộ lọc chính, quạt ly tâm và ống khói phát thải. Chuỗi thiết bị này được tính toán theo tổn thất áp suất tổng, thường dao động 1.500–2.500 Pa để đảm bảo dòng khí ổn định.
Đường ống nên thiết kế vận tốc 12–18 m/s nhằm hạn chế lắng bụi. Với nhà xưởng lớn, kỹ sư thường chia thành nhiều nhánh hút độc lập để tránh hiện tượng tụt áp khi vận hành đồng thời nhiều máy gia công.
2.2 Nguyên lý thu gom _bụi kim loại_ bằng chụp hút cục bộ
Thu gom bụi kim loại hiệu quả phụ thuộc vào việc kiểm soát vùng lan truyền ngay tại nguồn. Chụp hút dạng flange hoặc hood khe dài giúp tăng hiệu suất bắt giữ lên 20–30% so với thiết kế mở. Khoảng cách lý tưởng từ nguồn phát đến chụp là 150–300 mm.
Lưu lượng hút được tính theo công thức Q = V × A, trong đó vận tốc bắt giữ thường duy trì 0.75–1 m/s cho công đoạn mài và 1–1.5 m/s cho cắt plasma. Khi kết hợp màn chắn, khả năng phát tán bụi ra môi trường xung quanh giảm đáng kể.
2.3 Công nghệ lọc túi vải xử lý _khí thải cơ khí kim loại_
Lọc túi vải là giải pháp phổ biến khi xử lý khí thải cơ khí kim loại có tải lượng bụi cao. Vật liệu polyester chống tĩnh điện hoặc aramid được sử dụng tùy theo nhiệt độ dòng khí. Hiệu suất lọc có thể đạt 99.5% với hạt ≥2 µm.
Hệ thống giũ bụi bằng xung khí nén 4–6 bar giúp duy trì chênh áp túi trong khoảng 100–150 mmH₂O. Khi chênh áp vượt ngưỡng 180 mmH₂O, PLC sẽ kích hoạt chu trình làm sạch nhằm kéo dài tuổi thọ túi lên 24–36 tháng.
2.4 Tháp hấp thụ xử lý hơi trong _khí thải mạ_
Đối với khí thải mạ, tháp hấp thụ dạng packed tower mang lại hiệu quả cao nhờ tăng diện tích tiếp xúc pha khí – lỏng. Lớp đệm Pall Ring hoặc Tellerette có diện tích bề mặt riêng 90–250 m²/m³, giúp nâng hiệu suất trung hòa lên trên 95%.
Dung dịch NaOH hoặc Ca(OH)₂ được tuần hoàn với pH kiểm soát từ 8.5–10.5. Bơm hóa chất thường thiết kế dự phòng 100% để tránh gián đoạn vận hành khi bảo trì.
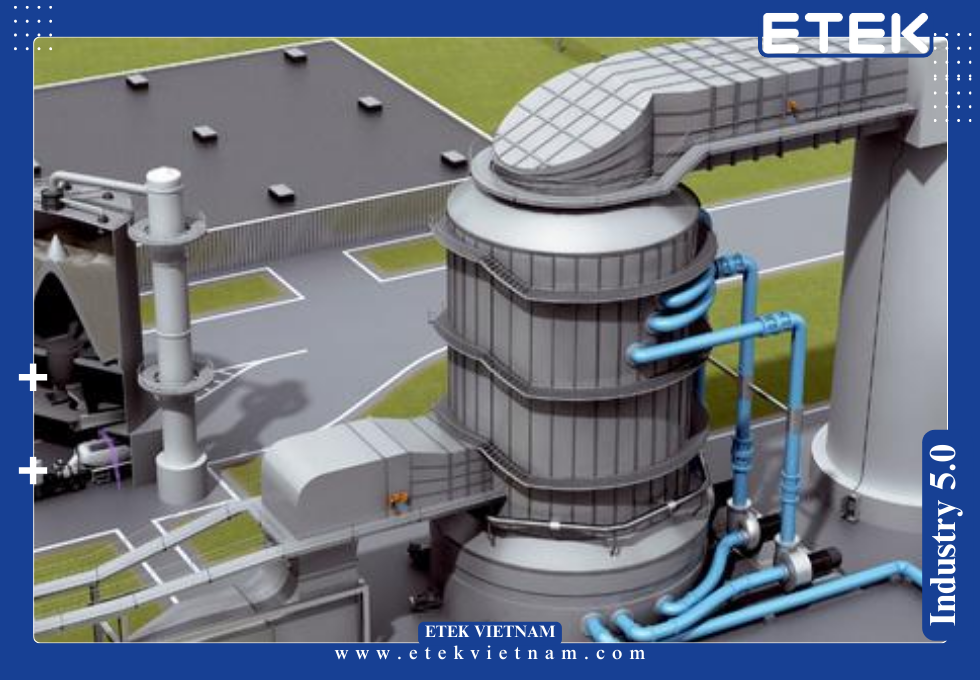
2.5 Cyclone tách thô trong chuỗi _xử lý khí nhà xưởng cơ khí_
Trong các hệ thống xử lý khí nhà xưởng cơ khí, cyclone đóng vai trò tiền xử lý nhằm loại bỏ hạt >10 µm trước khi vào bộ lọc tinh. Nhờ lực ly tâm đạt 5–20 lần trọng lực, thiết bị có thể tách tới 80–90% bụi thô.
Cyclone giúp giảm tải cho túi lọc, từ đó tiết kiệm khí nén và điện năng. Thân cyclone thường chế tạo bằng thép SS400 dày 3–5 mm, phủ epoxy chống mài mòn để tăng tuổi thọ khi làm việc liên tục.
2.6 Quạt công nghiệp và cân bằng lưu lượng
Quạt ly tâm cao áp là “trái tim” của toàn bộ hệ thống xử lý khí thải ngành cơ khí. Áp suất tĩnh phổ biến nằm trong khoảng 2.000–3.000 Pa, công suất motor từ 7.5 đến 75 kW tùy quy mô nhà máy.
Việc cân bằng lưu lượng giữa các nhánh được thực hiện bằng van gió điều chỉnh hoặc damper tự động. Khi kết hợp biến tần, tốc độ quạt có thể giảm vào giờ thấp tải, giúp tiết kiệm tới 25% điện năng mỗi năm.
2.7 Hệ thống điều khiển thông minh và giám sát phát thải
Các nhà máy hiện đại tích hợp cảm biến bụi online, đầu đo VOC và bộ truyền dữ liệu SCADA để theo dõi hiệu suất xử lý khí thải ngành cơ khí theo thời gian thực. Khi nồng độ vượt ngưỡng cài đặt, hệ thống sẽ cảnh báo và kích hoạt chế độ tăng lưu lượng.
Dữ liệu vận hành được lưu trữ giúp doanh nghiệp chứng minh tuân thủ môi trường khi thanh tra. Đồng thời, phân tích xu hướng còn hỗ trợ lập kế hoạch thay vật tư trước khi xảy ra sự cố.
• Giải pháp bụi xem “Xử lý khí thải bụi: Kiểm soát bụi gỗ, bụi kim loại và đạt chuẩn QCVN (88)”.
3.1 Các thông số thiết kế quan trọng trong _xử lý khí thải ngành cơ khí_
Khi thiết kế xử lý khí thải ngành cơ khí, kỹ sư phải xác định chính xác tải lượng ô nhiễm theo đơn vị mg/Nm³ thay vì chỉ dựa vào lưu lượng tổng. Ví dụ, công đoạn hàn tự động có thể phát sinh bụi 150–300 mg/Nm³, trong khi cắt laser dao động 80–120 mg/Nm³. Từ dữ liệu này, hệ số an toàn thường được cộng thêm 10–20% để phòng biến động sản xuất.
Nhiệt độ dòng khí cũng là biến số quan trọng. Nếu vượt 120°C, cần bổ sung buồng làm mát hoặc trao đổi nhiệt để bảo vệ vật liệu lọc. Độ ẩm nên duy trì dưới 70% nhằm tránh bết dính, gây tăng chênh áp hệ thống.
3.2 Giới hạn phát thải cho _khí thải cơ khí kim loại_ theo QCVN
Các doanh nghiệp phát sinh khí thải cơ khí kim loại phải tuân thủ QCVN 19:2009/BTNMT (sửa đổi 2015) đối với bụi và các chất vô cơ. Nồng độ bụi tổng sau xử lý thường phải dưới 100 mg/Nm³; với nhà máy gần khu dân cư, ngưỡng có thể áp dụng mức 50 mg/Nm³ tùy hệ số K.
Kim loại nặng như chì hoặc crom có giới hạn nghiêm ngặt hơn, thường dưới 1–5 mg/Nm³. Do đó, nhiều hệ thống hiện nay thiết kế hiệu suất vượt chuẩn khoảng 20% để tránh rủi ro khi cơ quan quản lý kiểm tra đột xuất.
3.3 Ngưỡng an toàn đối với _bụi kim loại_ trong môi trường lao động
Không chỉ khí thải đầu ra, nồng độ bụi kim loại trong khu vực làm việc cũng phải đáp ứng QCVN 02:2019/BYT. Giới hạn tiếp xúc trung bình 8 giờ thường nằm trong khoảng 5–10 mg/m³ tùy loại kim loại.
Để đạt mức này, vận tốc trao đổi không khí nên từ 6–12 ACH (Air Changes per Hour). Các nhà máy lớn còn bổ sung hệ thống lọc tuần hoàn để giảm tải điều hòa và duy trì vi khí hậu ổn định ở 24–30°C.
3.4 Quy chuẩn kiểm soát hơi axit từ _khí thải mạ_
Đối với khí thải mạ, thông số cần theo dõi bao gồm nồng độ hơi axit, pH dung dịch hấp thụ và tỷ lệ L/G (liquid-to-gas). Tỷ lệ phổ biến là 6–10 lít dung dịch cho mỗi 1.000 m³ khí nhằm đảm bảo hiệu quả trung hòa.
Ống khói phát thải nên cao tối thiểu 15–20 m để tăng khả năng khuếch tán. Ngoài ra, vận tốc khí đầu ra thường giữ trong khoảng 12–15 m/s nhằm hạn chế hiện tượng mưa axit cục bộ quanh nhà máy.
3.5 Tiêu chí đánh giá hiệu quả _xử lý khí nhà xưởng cơ khí_
Một hệ thống xử lý khí nhà xưởng cơ khí đạt chuẩn không chỉ dựa vào kết quả đo tức thời mà còn ở độ ổn định dài hạn. Chênh áp qua bộ lọc nên giữ trong phạm vi thiết kế ±10%; nếu dao động lớn, cần kiểm tra rò rỉ hoặc tắc nghẽn.
Độ ồn của quạt cũng là tiêu chí quan trọng, thường phải dưới 85 dBA tại khoảng cách 1 m để đảm bảo an toàn lao động. Việc bọc cách âm hoặc lắp tiêu âm dạng splitter giúp giảm 10–25 dBA.
3.6 Quan trắc tự động trong hệ thống _xử lý khí thải ngành cơ khí_
Nhiều địa phương yêu cầu lắp đặt CEMS (Continuous Emission Monitoring System) cho các dự án quy mô lớn. Trong xử lý khí thải ngành cơ khí, hệ thống này đo liên tục bụi, lưu lượng và nhiệt độ, sau đó truyền dữ liệu về cơ quan quản lý.
Chu kỳ hiệu chuẩn thường là 6–12 tháng. Khi cảm biến hoạt động đúng chuẩn, sai số đo được kiểm soát dưới ±5%, giúp doanh nghiệp tự tin trong các đợt đánh giá môi trường định kỳ.
3.7 Hồ sơ pháp lý cần có trước khi vận hành
Trước khi đưa hệ thống xử lý khí thải ngành cơ khí vào hoạt động, doanh nghiệp phải hoàn tất giấy phép môi trường, báo cáo đánh giá tác động và biên bản nghiệm thu công trình bảo vệ môi trường. Thiếu một trong các tài liệu này có thể dẫn đến đình chỉ vận hành.
Ngoài ra, kế hoạch bảo trì định kỳ nên được chuẩn hóa thành SOP nội bộ. Việc thay túi lọc, kiểm tra bơm hóa chất và đo lại lưu lượng tối thiểu mỗi năm một lần giúp hệ thống luôn đáp ứng quy chuẩn.
• Khí axit xem “Xử lý khí thải axit vô cơ trong công nghiệp (86)”.
4.1 Tối ưu chi phí vận hành với xử lý khí thải ngành cơ khí
Đầu tư xử lý khí thải ngành cơ khí đúng cấu hình giúp doanh nghiệp kiểm soát chi phí dài hạn thay vì chỉ tập trung vào vốn ban đầu. Khi tổn thất áp suất được tính chuẩn, công suất quạt giảm 10–18%, tương đương tiết kiệm hàng trăm MWh điện mỗi năm đối với nhà máy hoạt động ba ca.
Ngoài ra, hệ thống lọc hiệu suất cao giúp giảm tần suất vệ sinh máy móc do hạn chế bụi bám vào ray trượt, tủ điện và robot hàn. Chi phí bảo trì cơ khí vì thế có thể giảm 12–20%, đồng thời kéo dài tuổi thọ thiết bị sản xuất.
4.2 Cải thiện môi trường làm việc bằng kiểm soát bụi kim loại
Kiểm soát tốt bụi kim loại giúp nâng cao chất lượng không khí trong nhà xưởng, từ đó giảm nguy cơ bệnh nghề nghiệp như viêm phế quản mãn tính hoặc kích ứng mắt. Khi nồng độ bụi duy trì dưới 3 mg/m³, tỷ lệ nghỉ ốm của công nhân thường giảm rõ rệt.
Tầm nhìn trong khu vực gia công cũng được cải thiện, hỗ trợ thao tác chính xác hơn đối với máy CNC tốc độ cao. Đây là yếu tố quan trọng khi sản xuất linh kiện yêu cầu sai số dưới ±0.01 mm.
4.3 Nâng cao khả năng tuân thủ với hệ thống xử lý khí thải cơ khí kim loại
Một hệ thống xử lý khí thải cơ khí kim loại đạt hiệu suất cao giúp doanh nghiệp chủ động vượt ngưỡng kiểm tra môi trường. Trong nhiều trường hợp, nồng độ bụi sau xử lý chỉ còn 30–40 mg/Nm³, thấp hơn đáng kể so với giới hạn phổ biến.
Điều này đặc biệt quan trọng khi tham gia chuỗi cung ứng toàn cầu, nơi các tập đoàn thường đánh giá ESG và yêu cầu minh chứng dữ liệu phát thải. Nhà máy đạt chuẩn ổn định sẽ rút ngắn thời gian thẩm định và tăng cơ hội ký hợp đồng dài hạn.
4.4 Bảo vệ kết cấu nhà xưởng trước tác động từ khí thải mạ
Hơi axit trong khí thải mạ có thể ăn mòn xà gồ thép, mái tôn và hệ thống cáp điện nếu tích tụ lâu ngày. Khi được hấp thụ triệt để, tốc độ oxy hóa kim loại giảm mạnh, giúp doanh nghiệp tránh các chi phí sửa chữa lớn ngoài kế hoạch.
Bên cạnh đó, thiết bị điện tử như biến tần hoặc PLC hoạt động ổn định hơn trong môi trường ít hơi hóa chất. Tỷ lệ sự cố do ăn mòn bảng mạch vì thế cũng được hạn chế đáng kể.
4.5 Gia tăng giá trị thương hiệu nhờ xử lý khí nhà xưởng cơ khí đạt chuẩn
Triển khai xử lý khí nhà xưởng cơ khí bài bản thể hiện cam kết phát triển bền vững của doanh nghiệp. Hình ảnh nhà máy sạch, ít khói và không mùi giúp tạo ấn tượng tích cực với khách hàng, nhà đầu tư và cộng đồng địa phương.
Trong các đợt đánh giá nhà cung cấp, yếu tố môi trường thường chiếm 10–25% tổng điểm. Do đó, việc duy trì hệ thống xử lý hiệu quả có thể trở thành lợi thế cạnh tranh khi đấu thầu các dự án lớn.
4.6 Ứng dụng theo từng công đoạn phát sinh trong xử lý khí thải ngành cơ khí
Với công đoạn hàn và cắt nhiệt, giải pháp phù hợp là chụp hút di động kết hợp lọc cartridge để xử lý nhanh nguồn phát. Đối với mài hoặc đánh bóng, nên dùng cyclone tiền xử lý trước khi qua túi vải nhằm giảm tải bụi thô.
Trong dây chuyền mạ, tháp hấp thụ nhiều tầng cho phép trung hòa hơi axit hiệu quả hơn khi tải lượng tăng đột biến. Việc lựa chọn đúng công nghệ giúp xử lý khí thải ngành cơ khí duy trì hiệu suất ngay cả khi nhà máy mở rộng công suất.
4.7 Định hướng đầu tư dài hạn và khả năng mở rộng
Các hệ thống mô-đun đang trở thành xu hướng vì cho phép nâng lưu lượng thêm 20–40% mà không cần thay toàn bộ thiết bị. Khi sản lượng tăng, doanh nghiệp chỉ cần bổ sung cụm lọc hoặc nâng cấp quạt.
Quan trọng hơn, dữ liệu vận hành tích lũy theo thời gian giúp tối ưu chiến lược năng lượng và dự báo thay vật tư chính xác. Đây là nền tảng để nhà máy tiến tới mô hình sản xuất thông minh, nơi môi trường và hiệu quả vận hành được quản trị đồng thời.
TÌM HIỂU THÊM: