


HỆ THỐNG XỬ LÝ KHÍ THẢI LÒ HƠI CÔNG NGHIỆP
xử lý khí thải lò hơi là yêu cầu bắt buộc trong các nhà máy sử dụng lò đốt nhiên liệu để kiểm soát phát thải SO₂, NOₓ, bụi PM và CO trước khi xả ra môi trường. Việc thiết kế hệ thống phù hợp với lưu lượng lớn, nhiệt độ cao và thành phần khí biến động giúp doanh nghiệp đáp ứng QCVN 2026, đồng thời tối ưu hiệu suất vận hành và chi phí xử lý dài hạn.



1.1. Tổng quan về nguồn phát sinh khí thải lò hơi trong công nghiệp
Trong các ngành dệt nhuộm, thực phẩm, giấy, hóa chất và năng lượng, lò hơi công nghiệp hoạt động liên tục với tải nhiệt từ 1–100 tấn hơi/giờ. Nguồn khí thải lò hơi phát sinh từ quá trình đốt nhiên liệu chứa CO₂, SO₂, NOₓ, bụi tro bay và hợp chất hữu cơ bay hơi (VOC). Thành phần khí phụ thuộc vào loại nhiên liệu, tỷ lệ không khí dư (λ) và hiệu suất cháy của buồng đốt.
1.2. Đặc thù phát thải từ lò hơi đốt than, dầu và gas
Lò hơi đốt than thường phát sinh nồng độ bụi 200–800 mg/Nm³, SO₂ 500–2000 mg/Nm³ do hàm lượng lưu huỳnh cao. Lò dầu FO tạo ra NOₓ nhiệt và NOₓ nhiên liệu với dải 300–600 mg/Nm³. Trong khi đó, lò gas có phát thải bụi thấp nhưng vẫn tồn tại NOₓ do nhiệt độ cháy trên 1.200°C, cần kiểm soát thông qua điều chỉnh hệ số thừa không khí và thiết bị xử lý chuyên dụng.
1.3. Cơ chế hình thành NOx SOx lò hơi trong quá trình cháy
Sự hình thành NOx SOx lò hơi xảy ra qua ba cơ chế chính: thermal NOₓ (do nhiệt độ cao), fuel NOₓ (từ nitơ trong nhiên liệu) và prompt NOₓ (phản ứng nhanh trong vùng cháy). SOₓ hình thành chủ yếu từ lưu huỳnh trong than hoặc dầu khi bị oxy hóa thành SO₂ và một phần SO₃. Các phản ứng oxy hóa này diễn ra mạnh ở vùng nhiệt độ 800–1400°C trong buồng đốt.
1.4. Tác động môi trường và yêu cầu kiểm soát phát thải
Nếu không xử lý triệt để, khí thải có thể gây mưa axit, ăn mòn thiết bị, ảnh hưởng hệ hô hấp và làm suy giảm chất lượng không khí xung quanh nhà máy. Nồng độ SO₂ vượt 500 mg/Nm³ và NOₓ vượt 300 mg/Nm³ theo quy chuẩn môi trường có thể dẫn đến vi phạm pháp lý và tăng chi phí khắc phục môi trường. Vì vậy, hệ thống kiểm soát phát thải phải đạt hiệu suất loại bỏ ≥ 90% đối với bụi và ≥ 70–95% đối với SOₓ, NOₓ.
1.5. Vai trò của hệ thống xử lý trong chuỗi vận hành lò hơi
Hệ thống xử lý khí thải lò hơi được tích hợp sau economizer và trước quạt hút ID fan nhằm đảm bảo nhiệt độ khí giảm xuống 120–180°C, phù hợp cho các công nghệ hấp thụ và lọc bụi. Việc bố trí đúng vị trí giúp giảm tổn thất áp suất (ΔP < 1500 Pa), hạn chế tích tụ tro xỉ và kéo dài tuổi thọ thiết bị xử lý.
1.6. Yêu cầu xử lý đối với lưu lượng lớn và nhiệt độ cao
Lưu lượng khí thải lò hơi công nghiệp có thể đạt 20.000–200.000 Nm³/h, nhiệt độ đầu vào 180–350°C. Điều này đòi hỏi vật liệu chịu nhiệt, chống ăn mòn axit và thiết kế tháp xử lý có hệ số an toàn cao. Ngoài ra, cần tính toán thời gian lưu khí (residence time) tối thiểu 1,5–2,5 giây để đảm bảo phản ứng hấp thụ SO₂ và phân hủy NOₓ diễn ra hiệu quả.
1.7. Xu hướng công nghệ xử lý khí thải lò hơi giai đoạn 2024–2026
Xu hướng hiện nay tập trung vào hệ thống đa tầng kết hợp cyclone, lọc bụi tĩnh điện (ESP), scrubber ướt và khử NOₓ xúc tác (SCR). Các nhà máy mới ưu tiên thiết kế module hóa, tự động điều khiển PLC và tích hợp cảm biến O₂, SO₂ online để tối ưu hiệu suất. Công nghệ hybrid giúp nâng hiệu suất xử lý tổng thể lên đến 95–99% và đáp ứng các tiêu chuẩn khí thải nghiêm ngặt hơn.
• Để hiểu rõ nền tảng tổng thể về hệ thống xử lý khí thải trong công nghiệp, xem ngay bài “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp”.
2.1. Cấu hình tổng thể hệ thống xử lý khí thải lò hơi cho lưu lượng lớn
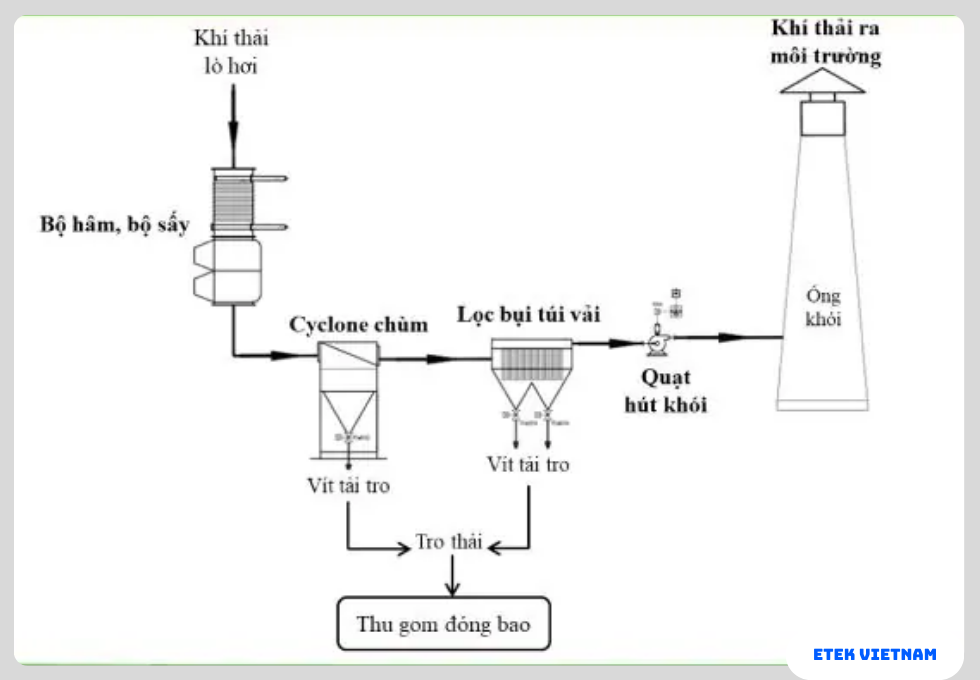
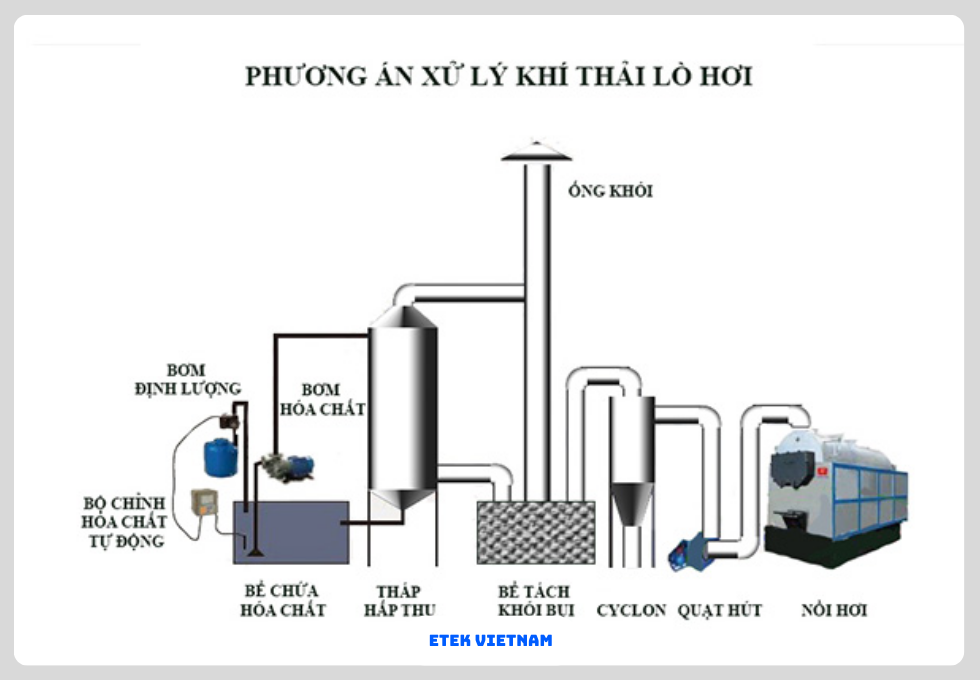
Trong thực tế vận hành, xử lý khí thải lò hơi cần cấu hình đa tầng gồm buồng giảm nhiệt, cyclone, thiết bị lọc bụi, tháp hấp thụ và quạt hút cao áp. Với lưu lượng 50.000–150.000 Nm³/h, hệ thống được thiết kế theo dạng dòng chảy liên tục, đảm bảo tổn thất áp suất tổng < 2000 Pa. Việc bố trí tuyến công nghệ theo thứ tự xử lý thô đến tinh giúp tăng hiệu suất tách bụi, hấp thụ SO₂ và khử NOₓ trong điều kiện tải nhiệt biến động.
2.2. Buồng làm nguội và điều hòa khí thải lò hơi đầu vào
Trước khi đi vào thiết bị xử lý chính, dòng khí thải lò hơi cần được làm nguội từ 250–350°C xuống 120–180°C bằng bộ trao đổi nhiệt hoặc tháp giải nhiệt. Quá trình này giúp ổn định lưu lượng, giảm giãn nở nhiệt và bảo vệ vật liệu lọc. Nhiệt độ tối ưu tại đầu vào scrubber thường duy trì 140±10°C để tối đa hiệu suất hấp thụ khí axit và hạn chế hiện tượng bay hơi dung dịch hấp thụ.
2.3. Hệ thống xử lý bụi lò hơi bằng cyclone và lọc túi vải
Công đoạn xử lý bụi lò hơi thường sử dụng cyclone đa cấp để loại bỏ hạt tro có kích thước >10 µm với hiệu suất 70–85%. Sau đó, bộ lọc túi vải (Baghouse Filter) xử lý hạt mịn PM2.5 và PM10 với hiệu suất >99%. Vận tốc lọc (filtration velocity) được duy trì 0,8–1,2 m/phút, trong khi áp suất chênh lệch ΔP khoảng 1000–1500 Pa nhằm đảm bảo khả năng lọc ổn định và kéo dài tuổi thọ túi lọc PTFE hoặc Nomex chịu nhiệt.
2.4. Tháp hấp thụ xử lý NOx SOx lò hơi bằng phương pháp ướt
Đối với thành phần NOx SOx lò hơi, tháp hấp thụ ướt sử dụng dung dịch NaOH, Ca(OH)₂ hoặc Mg(OH)₂ để trung hòa khí axit. Hiệu suất khử SO₂ có thể đạt 90–98% khi pH dung dịch duy trì 6,5–8,5 và tỷ lệ L/G khoảng 8–12 L/m³ khí. Cấu trúc đệm Pall ring hoặc Raschig ring tăng diện tích tiếp xúc pha khí – lỏng, giúp phản ứng hấp thụ diễn ra nhanh và ổn định trong điều kiện lưu lượng cao.
2.5. Công nghệ khử NOx xúc tác và không xúc tác trong hệ thống xử lý khí thải lò hơi
Để kiểm soát NOₓ, hệ thống xử lý khí thải lò hơi thường tích hợp công nghệ SNCR (Selective Non-Catalytic Reduction) hoặc SCR (Selective Catalytic Reduction). SNCR hoạt động ở 850–1050°C với hiệu suất 30–60%, trong khi SCR sử dụng xúc tác V₂O₅–TiO₂ ở 300–400°C, đạt hiệu suất 80–95%. Việc phun dung dịch NH₃ hoặc urê theo tỷ lệ mol NH₃/NOₓ ≈ 0,9–1,1 giúp tối ưu phản ứng khử NOₓ thành N₂ và H₂O.
2.6. Thiết kế ống khói công nghiệp và quạt hút trong hệ thống
Sau xử lý, khí sạch được dẫn qua ống khói công nghiệp có chiều cao 20–60 m, tính toán theo mô hình khuếch tán Gaussian để đảm bảo phát tán an toàn. Vận tốc khí tại miệng ống khói thường duy trì 12–18 m/s nhằm tránh hiện tượng lắng bụi ngược. Quạt ID fan công suất 30–200 kW được lựa chọn dựa trên lưu lượng và tổng trở hệ thống, đảm bảo duy trì áp suất âm ổn định trong toàn bộ dây chuyền.
2.7. Nguyên lý vận hành tự động và kiểm soát thông số khí thải
Hệ thống hiện đại tích hợp PLC, cảm biến O₂, SO₂, NOₓ online và bộ điều khiển biến tần để điều chỉnh lưu lượng khí, dung dịch hấp thụ và áp suất quạt. Dữ liệu được giám sát theo thời gian thực với chu kỳ lấy mẫu 1–5 giây, giúp tối ưu hiệu suất xử lý và giảm tiêu hao hóa chất. Khi nồng độ vượt ngưỡng cài đặt, hệ thống tự động tăng lưu lượng phun hoặc điều chỉnh tải lò nhằm duy trì tiêu chuẩn phát thải ổn định.
• Khi đánh giá thành phần SOx, NOx và bụi ống khói, bạn nên tham khảo bài “Khí thải công nghiệp là gì? Nguồn phát sinh và tác động môi trường (2)”.
3.1. Đặc tính lưu lượng và nồng độ khí thải lò hơi theo công suất
Lưu lượng khí thải lò hơi phụ thuộc trực tiếp vào công suất sinh hơi và hệ số không khí dư. Với lò 10 tấn/h, lưu lượng thường đạt 25.000–35.000 Nm³/h; lò 50 tấn/h có thể lên tới 120.000 Nm³/h. Nồng độ bụi đầu ra buồng đốt dao động 300–1000 mg/Nm³, SO₂ từ 400–1800 mg/Nm³ và NOₓ 250–650 mg/Nm³. Việc xác định chính xác thông số đầu vào là cơ sở để thiết kế kích thước thiết bị và lựa chọn công nghệ phù hợp.
3.2. Nhiệt độ, áp suất và độ ẩm trong hệ thống xử lý khí thải lò hơi
Trong hệ thống xử lý khí thải lò hơi, nhiệt độ khí sau economizer thường duy trì 150–250°C, áp suất âm dao động −500 đến −1500 Pa. Độ ẩm tương đối của dòng khí có thể tăng lên 15–25% sau quá trình hấp thụ ướt. Các thông số này ảnh hưởng trực tiếp đến tốc độ phản ứng hóa học, khả năng hấp phụ và độ bền vật liệu lọc, đặc biệt với các hệ thống vận hành liên tục 24/7.
3.3. Giới hạn phát thải NOx SOx lò hơi theo quy chuẩn môi trường 2026
Theo định hướng kiểm soát phát thải mới, giới hạn NOx SOx lò hơi trong các cơ sở công nghiệp được siết chặt nhằm giảm ô nhiễm không khí. Nồng độ SO₂ sau xử lý thường yêu cầu < 200–500 mg/Nm³, NOₓ < 300–400 mg/Nm³ tùy loại nhiên liệu và công suất lò. Các hệ thống hiện đại phải đảm bảo hiệu suất khử SO₂ ≥ 90% và giảm NOₓ ≥ 70% để đáp ứng quy chuẩn kỹ thuật quốc gia QCVN 2026.
3.4. Thông số thiết kế thiết bị xử lý bụi lò hơi đạt hiệu suất cao
Đối với công đoạn xử lý bụi lò hơi, các thông số quan trọng gồm vận tốc khí qua buồng lọc 0,8–1,5 m/s, diện tích lọc 1,2–1,8 m²/1000 Nm³/h và áp suất chênh lệch ΔP ≤ 1500 Pa. Hiệu suất lọc bụi mịn PM2.5 có thể đạt trên 99% khi sử dụng túi lọc sợi PTFE phủ màng. Ngoài ra, chu kỳ rũ bụi bằng xung khí nén 0,4–0,6 MPa giúp duy trì hiệu suất ổn định và hạn chế tắc nghẽn hệ thống.
3.5. Yêu cầu kỹ thuật đối với ống khói công nghiệp và phát tán khí thải
Thiết kế ống khói công nghiệp cần đáp ứng tiêu chuẩn về chiều cao, đường kính và vận tốc khí để đảm bảo khuếch tán an toàn. Chiều cao thường được tính theo công thức H = 14(Q)^0,3, trong đó Q là lưu lượng khí (m³/s). Vật liệu chế tạo thường là thép SS400, inox 304 hoặc composite FRP chống ăn mòn axit. Lớp cách nhiệt dày 50–100 mm giúp giảm ngưng tụ axit và tăng độ bền vận hành lâu dài.
3.6. Tiêu chuẩn quan trắc tự động trong hệ thống xử lý khí thải lò hơi
Hệ thống quan trắc khí thải liên tục (CEMS) là thành phần quan trọng của xử lý khí thải lò hơi, cho phép đo SO₂, NOₓ, CO, O₂ và bụi theo thời gian thực. Sai số thiết bị thường ≤ ±2% giá trị đo, tần suất ghi dữ liệu 1 phút/lần và truyền dữ liệu trực tiếp về cơ quan quản lý môi trường. Việc tích hợp CEMS giúp doanh nghiệp kiểm soát phát thải minh bạch, giảm rủi ro vi phạm quy chuẩn.
3.7. Tiêu chí lựa chọn vật liệu và độ bền hệ thống xử lý khí thải lò hơi
Các thiết bị trong xử lý khí thải lò hơi phải sử dụng vật liệu chịu nhiệt và chống ăn mòn như thép chịu nhiệt ASTM A387, inox 316L hoặc FRP phủ vinyl ester. Độ dày thân tháp hấp thụ thường 6–12 mm, hệ số an toàn thiết kế ≥ 1,5 lần áp suất vận hành. Ngoài ra, lớp phủ epoxy hoặc ceramic được sử dụng để chống ăn mòn hóa học do SO₂ và H₂SO₄ hình thành trong quá trình hấp thụ.
• Yêu cầu tuân thủ môi trường được tổng hợp tại bài “QCVN về khí thải công nghiệp: Tổng hợp và hướng dẫn áp dụng (130)”.
4.1. Hiệu quả môi trường khi áp dụng xử lý khí thải lò hơi đạt chuẩn QCVN 2026
Việc triển khai xử lý khí thải lò hơi giúp giảm nồng độ SO₂ xuống dưới 200 mg/Nm³, NOₓ dưới 300 mg/Nm³ và bụi tổng < 50 mg/Nm³ sau xử lý, phù hợp yêu cầu kiểm soát phát thải công nghiệp. Khi hệ thống vận hành ổn định, hiệu suất loại bỏ bụi có thể đạt 98–99,5%, trong khi khả năng hấp thụ khí axit đạt trên 90%. Điều này góp phần hạn chế hiện tượng mưa axit, giảm ô nhiễm không khí khu vực và cải thiện chỉ số AQI xung quanh nhà máy.
4.2. Tối ưu vận hành lò và ổn định chất lượng khí thải lò hơi
Hệ thống kiểm soát tự động giúp duy trì thông số khí thải lò hơi ổn định ngay cả khi tải lò thay đổi 30–100% công suất. Các cảm biến O₂, nhiệt độ và lưu lượng khí cho phép điều chỉnh tỷ lệ gió – nhiên liệu theo thời gian thực, nâng hiệu suất cháy lên 85–92%. Nhờ đó, lượng CO, NOₓ và bụi phát sinh được kiểm soát từ nguồn, giảm áp lực cho các công đoạn xử lý phía sau và kéo dài tuổi thọ thiết bị.
4.3. Lợi ích kinh tế khi đầu tư hệ thống xử lý NOx SOx lò hơi
Đầu tư hệ thống xử lý NOx SOx lò hơi giúp doanh nghiệp giảm chi phí xử phạt môi trường, tối ưu tiêu hao nhiên liệu và nâng cao hiệu suất nhiệt. Với hệ thống SCR kết hợp hấp thụ ướt, chi phí vận hành thường dao động 2–5 USD/1000 Nm³ khí xử lý, thấp hơn so với chi phí khắc phục sự cố môi trường. Ngoài ra, việc tận dụng nhiệt dư từ khí thải qua bộ economizer còn giúp tiết kiệm 5–10% năng lượng tiêu thụ tổng thể.
4.4. Nâng cao độ bền thiết bị và giảm chi phí bảo trì hệ thống xử lý bụi lò hơi
Việc tích hợp module xử lý bụi lò hơi chất lượng cao giúp giảm bám cặn tro xỉ trong đường ống, quạt hút và tháp hấp thụ. Khi nồng độ bụi đầu vào giảm từ 600 mg/Nm³ xuống < 50 mg/Nm³, chu kỳ bảo trì túi lọc có thể kéo dài 18–24 tháng. Đồng thời, hiện tượng mài mòn cơ học và ăn mòn hóa học do hạt bụi và SO₂ cũng được hạn chế đáng kể, giúp tăng tuổi thọ hệ thống lên trên 10–15 năm.
4.5. Ứng dụng hệ thống xử lý khí thải lò hơi trong các ngành công nghiệp
Các ngành dệt nhuộm, thực phẩm, giấy, cao su, hóa chất và năng lượng đều yêu cầu xử lý khí thải lò hơi do đặc thù vận hành liên tục và phát thải lớn. Trong nhà máy nhiệt điện sinh khối, hệ thống lọc bụi tĩnh điện kết hợp scrubber có thể xử lý lưu lượng >200.000 Nm³/h. Đối với ngành chế biến thực phẩm, công nghệ hấp thụ ướt kết hợp lọc túi vải giúp kiểm soát mùi, bụi và khí axit hiệu quả trong không gian sản xuất kín.
4.6. Vai trò của ống khói công nghiệp trong đảm bảo phát tán an toàn
Thiết kế ống khói công nghiệp đạt chuẩn giúp khí sau xử lý được phát tán ở độ cao an toàn, giảm nồng độ ô nhiễm tại mặt đất. Với vận tốc khí 15–20 m/s và chiều cao 30–60 m, dòng khí được khuếch tán theo mô hình Gaussian, hạn chế tích tụ cục bộ. Ngoài ra, lớp cách nhiệt và lớp phủ chống ăn mòn giúp ống khói chịu được môi trường axit, nhiệt độ 120–180°C và vận hành ổn định lâu dài.
4.7. Giá trị chiến lược khi đầu tư hệ thống xử lý khí thải lò hơi dài hạn
Về lâu dài, xử lý khí thải lò hơi không chỉ đáp ứng yêu cầu pháp lý mà còn nâng cao uy tín doanh nghiệp trong chuỗi cung ứng xanh. Các nhà máy đạt chuẩn phát thải thường dễ dàng tiếp cận chứng nhận ISO 14001, ESG và tiêu chuẩn môi trường quốc tế. Đồng thời, hệ thống xử lý hiện đại giúp doanh nghiệp chủ động thích ứng với quy chuẩn khí thải ngày càng nghiêm ngặt, đặc biệt trong bối cảnh QCVN 2026 siết chặt giới hạn SO₂, NOₓ và bụi công nghiệp.
TÌM HIỂU THÊM: