



HỆ THỐNG XỬ LÝ KHÍ THẢI LÒ DẦU TẢI NHIỆT
Xử lý khí thải lò dầu tải nhiệt là yêu cầu bắt buộc khi các nhà máy FDI mở rộng công suất và siết chặt tuân thủ môi trường. Năm 2026, bài toán kiểm soát NOx, SOx và khí ống khói liên tục đòi hỏi giải pháp đồng bộ từ thiết kế, công nghệ đến vận hành ổn định trong điều kiện nhiệt độ cao và tải biến thiên.



1.1 Đặc thù phát thải từ lò dầu tải nhiệt trong công nghiệp
lò dầu tải nhiệt sử dụng nhiên liệu FO, DO hoặc dầu sinh học, sinh ra dòng khí nóng 280–350°C. Khí thải đốt dầu chứa NOx hình thành do nhiệt, SOx phụ thuộc hàm lượng lưu huỳnh, cùng CO, bụi mịn và hơi dầu. Lưu lượng thường ổn định nhưng nồng độ biến thiên theo tải, gây thách thức cho xử lý khí thải lò dầu tải nhiệt vận hành liên tục.
1.2 Vai trò của xử lý khí thải trong nhà máy FDI
Các nhà máy FDI trong dệt, hóa chất, thực phẩm yêu cầu hệ thống xử lý đạt hiệu suất cao, downtime thấp và có khả năng giám sát liên tục. Việc kiểm soát NOx SOx công nghiệp không chỉ đáp ứng pháp lý mà còn giảm rủi ro ESG, nâng điểm đánh giá chuỗi cung ứng và bảo vệ thiết bị trao đổi nhiệt phía sau.
1.3 Rủi ro môi trường khi không kiểm soát khí thải
Không xử lý hiệu quả khí thải đốt dầu dẫn đến vượt chuẩn NO2, SO2, mùi khét và ăn mòn ống khói. SOx kết hợp hơi nước tạo axit sulfuric gây ăn mòn thép, rò rỉ và giảm tuổi thọ ống khói lò dầu. NOx góp phần hình thành mưa axit và ozone tầng thấp, ảnh hưởng sức khỏe cộng đồng.
1.4 Xu hướng siết tiêu chuẩn giai đoạn 2025–2026
Giai đoạn 2026, xu hướng áp dụng giới hạn NOx thấp hơn cho nguồn đốt dầu, yêu cầu đo liên tục CEMS, báo cáo dữ liệu theo thời gian thực. Điều này thúc đẩy các giải pháp xử lý khí thải lò dầu tải nhiệt tích hợp tự động hóa, tối ưu tiêu thụ hóa chất và năng lượng.
1.5 Mục tiêu kỹ thuật của hệ thống xử lý
Mục tiêu gồm giảm NOx xuống <200 mg/Nm3, SO2 <500 mg/Nm3 tùy quy chuẩn áp dụng, nhiệt độ khí ra <80°C để bảo vệ quạt và ống dẫn. Hệ thống cần duy trì hiệu suất ổn định 24/7, đáp ứng tải đỉnh và khởi động nhanh.
1.6 Phạm vi ứng dụng trong dệt, hóa chất, thực phẩm
Trong dệt nhuộm, yêu cầu xử lý mùi và SOx để bảo vệ sợi. Hóa chất đòi hỏi vật liệu kháng axit, chịu nhiệt. Thực phẩm ưu tiên an toàn, không phát sinh thứ cấp. Mỗi lĩnh vực cần cấu hình xử lý khí thải lò dầu tải nhiệt phù hợp đặc thù quy trình.
1.7 Tổng quan cấu hình hệ thống năm 2026
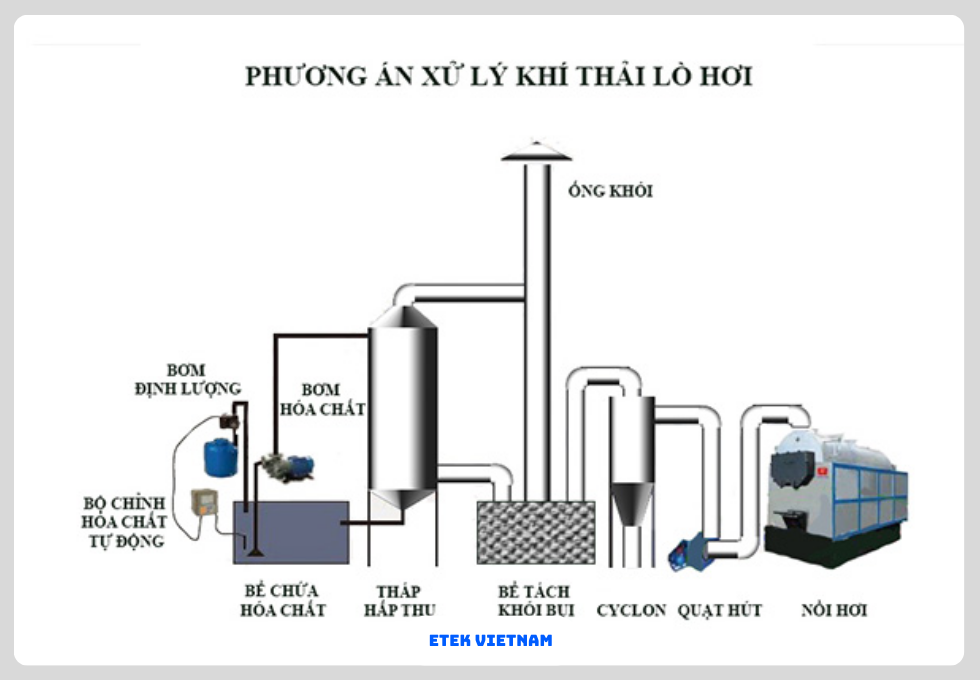
Cấu hình phổ biến gồm buồng làm mát, thiết bị khử NOx, tháp hấp thụ SOx, tách sương và quạt hút biến tần. Việc lựa chọn đúng công nghệ quyết định hiệu quả kiểm soát NOx SOx công nghiệp và chi phí vòng đời.
• Trước khi phân tích từng loại thiết bị nhiệt, bạn nên xem bài “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp” để nắm nền tảng hệ thống.
2.1 Cấu trúc tổng thể hệ xử lý khí thải lò dầu tải nhiệt
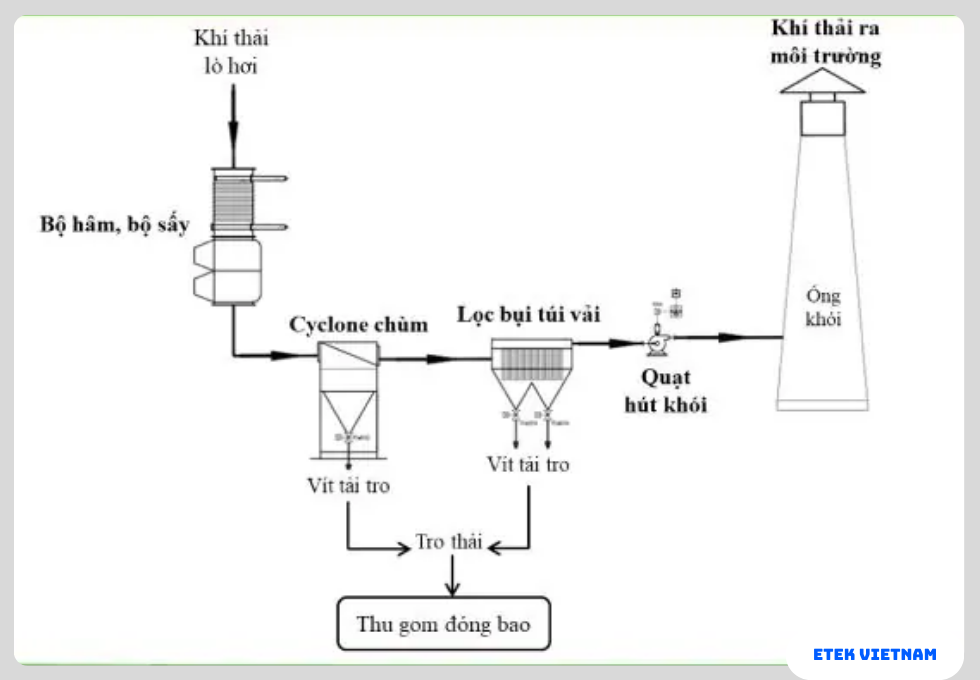
Hệ xử lý khí thải lò dầu tải nhiệt gồm 5 phân đoạn chính: buồng làm nguội sơ cấp, thiết bị khử NOx, tháp hấp thụ SOx, bộ tách sương và quạt hút ly tâm. Dòng khí từ lò dầu tải nhiệt có nhiệt độ 280–350°C được hạ xuống 120–180°C trước khi vào công đoạn hóa lý. Thiết kế dạng module giúp tối ưu diện tích, dễ bảo trì và nâng cấp khi tăng công suất 10–30%.
2.2 Nguyên lý giảm NOx trong khí thải đốt dầu
NOx sinh ra từ quá trình cháy ở nhiệt độ cao >1.200°C. Công nghệ SNCR phun dung dịch ure 32–40% vào vùng 850–1.050°C, đạt hiệu suất 40–60%. Với yêu cầu cao hơn, SCR sử dụng xúc tác V2O5–TiO2 hoạt động ở 300–380°C, hiệu suất 80–95%. Việc kiểm soát NOx SOx công nghiệp cần cảm biến O2 và NOx online để điều chỉnh tỷ lệ NH3/NOx chính xác.
2.3 Hấp thụ SOx và trung hòa khí axit
SO2 trong khí thải đốt dầu được xử lý bằng tháp hấp thụ ướt sử dụng dung dịch NaOH 5–10% hoặc đá vôi CaCO3. Phản ứng tạo Na2SO3 hoặc CaSO3, hiệu suất đạt 90–98% khi pH duy trì 6,5–7,5. Tháp dạng đệm PP hoặc FRP chịu ăn mòn tốt. Thiết kế đúng giúp bảo vệ ống khói lò dầu khỏi hiện tượng ăn mòn axit.
2.4 Hệ thống làm mát và điều chỉnh nhiệt độ
Khí nóng liên tục cần hạ nhiệt ổn định trước xử lý. Buồng giải nhiệt bằng trao đổi gián tiếp hoặc phun sương điều khiển PID giữ nhiệt độ đầu vào SCR <380°C. Nếu vượt ngưỡng, xúc tác suy giảm hoạt tính 5–8%/năm. Khâu này quyết định độ bền tổng thể của xử lý khí thải lò dầu tải nhiệt khi vận hành 24/7.
2.5 Tách bụi và kiểm soát giọt sương
Bộ demister inox 316L hoặc PP loại bỏ 99% giọt dung dịch kích thước >20 micron. Áp suất rơi qua tháp <1.500 Pa để tránh tăng tải quạt. Nếu không tách triệt để, giọt axit có thể tích tụ trong ống khói lò dầu, gây ăn mòn và tạo vệt khói trắng.
2.6 Hệ thống quạt hút và điều khiển lưu lượng
Quạt ly tâm chịu nhiệt 200°C, lưu lượng 5.000–50.000 Nm3/h tùy công suất. Biến tần điều chỉnh áp suất âm -5 đến -20 mmH2O tại buồng đốt, đảm bảo cháy ổn định của lò dầu tải nhiệt. Tự động hóa PLC–SCADA ghi nhận dữ liệu NOx, SO2 và nhiệt độ theo thời gian thực.
2.7 Giám sát liên tục và tích hợp CEMS
Hệ CEMS đo NOx, SO2, CO, O2, nhiệt độ, lưu lượng, truyền dữ liệu 4–20 mA về trung tâm. Tần suất lấy mẫu 1–5 giây, sai số ±2%. Việc tích hợp này nâng cao tính minh bạch và tối ưu vận hành xử lý khí thải lò dầu tải nhiệt theo tiêu chuẩn 2026.
• So sánh nguồn phát thải đốt nhiên liệu xem tại bài “Hệ thống xử lý khí thải lò hơi công nghiệp (193)”.
3.1 Đặc tính dòng khí từ lò dầu tải nhiệt
Dòng khí từ lò dầu tải nhiệt thường có lưu lượng 8.000–40.000 Nm3/h tùy công suất 1–10 triệu kcal/h. Nhiệt độ đầu ra dao động 280–350°C, hàm lượng O2 dư 3–6%. Nồng độ SO2 phụ thuộc lưu huỳnh nhiên liệu, có thể đạt 800–2.000 mg/Nm3 nếu dùng FO 2–3%S. Những thông số này là cơ sở thiết kế chính cho xử lý khí thải lò dầu tải nhiệt.
3.2 Giới hạn NOx SOx công nghiệp theo quy chuẩn
Giới hạn NOx SOx công nghiệp trong nguồn đốt dầu thường yêu cầu NOx <200–300 mg/Nm3 và SO2 <500–1.000 mg/Nm3 tùy quy mô. Một số nhà máy FDI áp dụng tiêu chuẩn nội bộ khắt khe hơn 20–30%. Hệ thống phải đảm bảo hiệu suất tổng thể ≥90% với sai số đo <5% để tránh vượt ngưỡng khi tải biến thiên.
3.3 Thông số thiết kế tháp hấp thụ khí thải đốt dầu
Tháp xử lý khí thải đốt dầu cần vận tốc khí 1,2–2,0 m/s để tối ưu tiếp xúc pha. Thời gian lưu tối thiểu 1,5–2,5 giây. pH dung dịch duy trì 6,5–7,5 bằng bơm định lượng NaOH điều khiển PID. Tỷ lệ L/G (liquid/gas) 8–15 lít/Nm3 quyết định hiệu suất khử SO2 và tiêu hao hóa chất.
3.4 Hiệu suất và tuổi thọ xúc tác khử NOx
Trong cấu hình SCR của xử lý khí thải lò dầu tải nhiệt, xúc tác dạng tổ ong có diện tích bề mặt 300–500 m2/m3. Tuổi thọ trung bình 24.000–32.000 giờ vận hành nếu nhiệt độ duy trì 300–380°C. Khi bụi và SO3 tích tụ vượt 2% khối lượng, hiệu suất khử NOx giảm 5–10%, cần hoàn nguyên hoặc thay thế.
3.5 Vật liệu chế tạo ống khói lò dầu
Ống khói lò dầu phải chịu nhiệt 120–200°C sau xử lý, đồng thời kháng axit sulfuric. Vật liệu phổ biến gồm thép carbon lót FRP hoặc inox 316L. Độ dày 5–8 mm tùy chiều cao 15–35 m. Tốc độ khí ra miệng 12–18 m/s giúp phân tán tốt và hạn chế ngưng tụ axit.
3.6 Yêu cầu hệ thống đo lường và CEMS
Hệ CEMS tích hợp trong xử lý khí thải lò dầu tải nhiệt phải đạt độ chính xác ±2% giá trị đo. Chu kỳ hiệu chuẩn tối thiểu 6 tháng/lần. Dữ liệu lưu trữ 3–5 năm phục vụ kiểm tra. Các đầu dò đặt tại đoạn thẳng tối thiểu 8D trước và 2D sau vị trí lấy mẫu để đảm bảo tính đại diện.
3.7 Tiêu chí nghiệm thu và vận hành ổn định
Khi nghiệm thu, hệ thống phải vận hành liên tục 72 giờ ở 80–100% tải. Nồng độ NOx, SO2, CO đo tại đầu ra không vượt giới hạn thiết kế. Độ sụt áp toàn hệ <2.500 Pa nhằm tiết kiệm điện quạt. Những tiêu chí này khẳng định hiệu quả thực tế của xử lý khí thải lò dầu tải nhiệt trong môi trường sản xuất liên tục.
• Quy chuẩn môi trường áp dụng cho khí thải đốt nhiên liệu được tổng hợp tại bài “QCVN về khí thải công nghiệp: Tổng hợp và hướng dẫn áp dụng (130)”.
4.1 Tối ưu hiệu suất vận hành lò dầu tải nhiệt
Khi tích hợp đúng cấu hình, xử lý khí thải lò dầu tải nhiệt giúp ổn định áp suất âm và tỷ lệ O2 dư 3–5%, cải thiện hiệu suất cháy thêm 1–3%. Việc kiểm soát nhiệt độ khí sau xử lý dưới 80–100°C còn giảm tổn thất nhiệt và bảo vệ quạt hút. Điều này hỗ trợ lò dầu tải nhiệt vận hành bền bỉ 8.000 giờ/năm mà không suy giảm công suất.
4.2 Giảm thiểu NOx SOx công nghiệp và rủi ro pháp lý
Hệ thống đạt hiệu suất khử ≥90% đối với SO2 và ≥80% với NOx, đảm bảo nồng độ đầu ra luôn dưới ngưỡng NOx SOx công nghiệp theo quy chuẩn. Việc duy trì giám sát liên tục qua CEMS giúp doanh nghiệp tránh phạt hành chính, đình chỉ sản xuất hoặc ảnh hưởng đến chứng nhận ISO 14001 và đánh giá ESG.
4.3 Bảo vệ ống khói lò dầu và hạ tầng
Kiểm soát pH dung dịch hấp thụ và tách sương hiệu quả hạn chế hình thành H2SO4 ngưng tụ. Nhờ đó, tuổi thọ ống khói lò dầu có thể tăng 30–50% so với hệ không xử lý triệt để. Giảm ăn mòn cũng đồng nghĩa giảm chi phí bảo trì định kỳ, hạn chế dừng máy đột xuất trong dây chuyền liên tục.
4.4 Ứng dụng trong ngành dệt nhuộm
Trong dệt nhuộm, khí nóng từ khí thải đốt dầu có thể mang theo mùi hữu cơ và hơi dầu. Kết hợp tháp hấp thụ và buồng oxy hóa giúp giảm mùi xuống <300 OU/m3. Nhờ đó, nhà máy đáp ứng yêu cầu môi trường khu công nghiệp và giảm khiếu nại cộng đồng xung quanh.
4.5 Ứng dụng trong ngành hóa chất
Ngành hóa chất yêu cầu vật liệu FRP, PP hoặc inox 316L chịu ăn mòn cao. Cấu hình xử lý khí thải lò dầu tải nhiệt phải tính đến tải axit cao và khả năng dao động nhiệt ±20°C. Việc thiết kế dư công suất 10–15% giúp hệ thống thích ứng khi mở rộng dây chuyền sản xuất.
4.6 Ứng dụng trong ngành thực phẩm
Trong chế biến thực phẩm, yêu cầu khí xả không có mùi khét và không tạo khói trắng. Kiểm soát tốt khí thải đốt dầu giúp duy trì hình ảnh thương hiệu và tuân thủ tiêu chuẩn an toàn. Hệ thống vận hành êm, độ ồn quạt <85 dBA tại khoảng cách 1 m, phù hợp môi trường sản xuất sạch.
4.7 Giá trị đầu tư dài hạn cho nhà máy FDI
Chi phí đầu tư chiếm 3–8% tổng giá trị hệ thống nhiệt nhưng mang lại lợi ích dài hạn. Hoàn vốn trong 2–4 năm nhờ giảm tiêu hao hóa chất, điện năng và chi phí bảo trì. Quan trọng hơn, xử lý khí thải lò dầu tải nhiệt giúp doanh nghiệp duy trì năng lực xuất khẩu, đáp ứng tiêu chí môi trường toàn cầu đến năm 2026 và sau đó.
TÌM HIỂU THÊM: