









HỆ THỐNG XỬ LÝ KHÍ THẢI DÂY CHUYỀN BAO BÌ VÀ IN BAO BÌ
xử lý khí thải dây chuyền bao bì là yếu tố quan trọng giúp doanh nghiệp in ấn và sản xuất bao bì kiểm soát phát thải VOC, ổn định môi trường làm việc và đáp ứng tiêu chuẩn môi trường ngày càng nghiêm ngặt. Với đặc thù vận hành liên tục, tải khí biến động và nhiều công đoạn sử dụng dung môi, việc lựa chọn giải pháp xử lý phù hợp quyết định trực tiếp đến hiệu suất vận hành và chi phí dài hạn.




1.1 Đặc thù phát sinh khí thải trong xử lý khí thải dây chuyền bao bì
Ngành sản xuất bao bì mềm sử dụng nhiều công đoạn như in ống đồng, ghép màng và sấy nhiệt. Mỗi công đoạn phát sinh hỗn hợp hơi dung môi hữu cơ bay hơi với lưu lượng lớn. Nồng độ VOC dao động từ 150–2.500 mg/Nm³ tùy loại mực và tốc độ máy.
Hệ thống vận hành 24/7 khiến tải khí gần như liên tục, khác với mô hình sản xuất gián đoạn. Điều này tạo áp lực lớn cho giải pháp xử lý khí thải dây chuyền bao bì, yêu cầu thiết kế ổn định lưu lượng và kiểm soát nhiệt độ chính xác.
1.2 Thành phần đặc trưng của khí thải in bao bì
Trong khí thải in bao bì, thành phần phổ biến gồm Ethyl acetate, IPA, Toluene, MEK và một phần aldehyde sinh ra khi gia nhiệt. Các hợp chất này có áp suất hơi cao và khả năng khuếch tán nhanh.
VOC thường tồn tại ở trạng thái hơi nóng 50–90°C sau buồng sấy. Nếu không xử lý đúng cách, hơi dung môi tích tụ gây nguy cơ cháy nổ khi vượt giới hạn LEL khoảng 1,2–2,0% thể tích.
1.3 Nguồn phát sinh dung môi ghép màng trong dây chuyền
Công đoạn ghép màng sử dụng keo polyurethane hòa tan bằng dung môi hữu cơ. Trong quá trình sấy, dung môi bay hơi mạnh tạo thành dòng khí chứa dung môi ghép màng có nồng độ VOC cao nhưng lưu lượng thấp hơn so với công đoạn in.
Tỷ lệ bay hơi dung môi thường đạt 92–97%. Điều này khiến tải VOC tập trung theo từng cụm máy, đòi hỏi hệ thống gom khí thiết kế theo vùng thay vì hút tổng thể nhà xưởng.
1.4 Tác động của VOC bao bì đến môi trường sản xuất
Nồng độ VOC bao bì cao gây ảnh hưởng trực tiếp đến sức khỏe người lao động thông qua kích ứng hô hấp và suy giảm thần kinh nhẹ khi tiếp xúc dài hạn.
Ngoài ra, VOC còn là tiền chất hình thành ozone tầng thấp và sương mù quang hóa. Nhiều quốc gia quy định nồng độ phát thải sau xử lý dưới 50–100 mg/Nm³, buộc doanh nghiệp phải đầu tư công nghệ xử lý hiệu suất cao trên 95%.
1.5 Mùi mực in và bài toán kiểm soát vận hành liên tục
Hơi dung môi kết hợp phụ gia nhựa tạo ra mùi mực in đặc trưng, khó chịu ngay cả khi nồng độ VOC thấp. Đây là yếu tố khiến doanh nghiệp thường bị phản ánh từ khu dân cư lân cận.
Khác với xử lý bụi, kiểm soát mùi cần xử lý triệt để phân tử hữu cơ kích thước nhỏ dưới 1 nm. Vì vậy hệ thống phải kết hợp nhiều cơ chế như hấp phụ, oxy hóa và phân hủy nhiệt.
1.6 Thách thức thiết kế hệ thống xử lý cho dây chuyền đa công đoạn
Một dây chuyền bao bì có thể gồm 5–12 máy hoạt động đồng thời với lưu lượng tổng từ 20.000–120.000 Nm³/h. Tải VOC biến thiên theo tốc độ in và loại sản phẩm.
Giải pháp xử lý khí thải dây chuyền bao bì cần đảm bảo ba yếu tố: ổn định áp suất hút, cân bằng lưu lượng và duy trì hiệu suất xử lý khi tải thay đổi ±40%.
1.7 Xu hướng kiểm soát phát thải trong ngành bao bì hiện đại
Các nhà máy hiện đại chuyển sang mô hình thu gom tập trung kết hợp thu hồi năng lượng. Công nghệ RTO, than hoạt tính tái sinh và ngưng tụ dung môi đang trở thành tiêu chuẩn.
Việc tích hợp hệ thống giám sát VOC online giúp doanh nghiệp theo dõi nồng độ theo thời gian thực, giảm tiêu hao nhiên liệu và tối ưu vận hành lâu dài.
• Để hiểu rõ nền tảng tổng thể của hệ thống xử lý khí thải trong nhà máy sản xuất, xem ngay bài “Hệ thống xử lý khí thải: Khái niệm, vai trò và ứng dụng trong công nghiệp”.
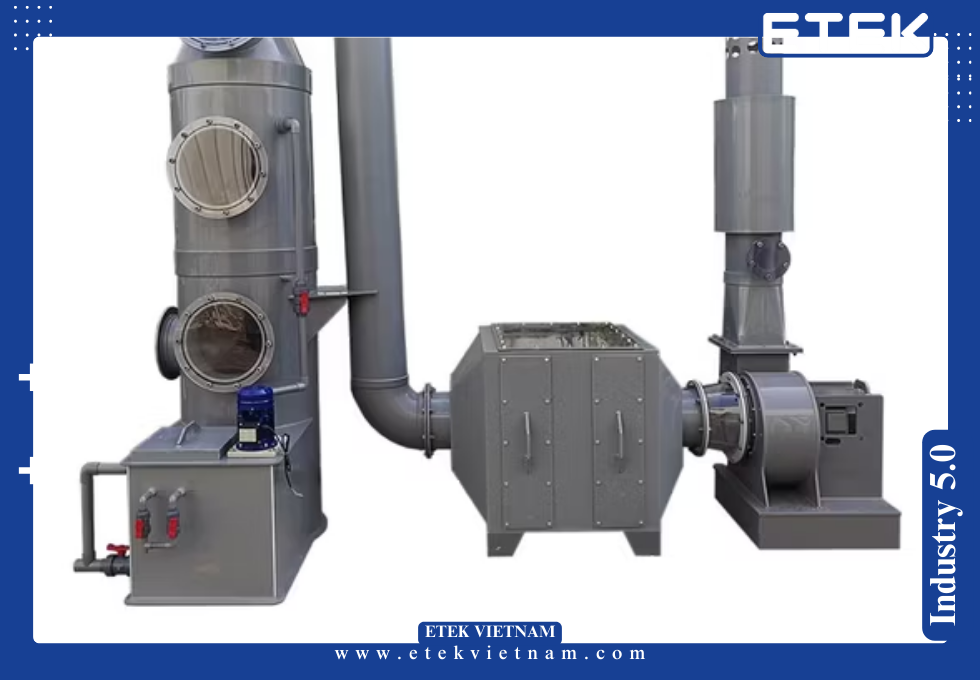
2.1 Cấu trúc tổng thể hệ xử lý khí thải dây chuyền bao bì
Một hệ xử lý khí thải dây chuyền bao bì tiêu chuẩn thường gồm các phân khu chức năng liên hoàn: hệ thống thu gom, cân bằng lưu lượng, tiền xử lý, xử lý VOC chính và khối xử lý mùi sau cùng. Thiết kế theo module giúp vận hành ổn định khi mở rộng dây chuyền.
Lưu lượng thiết kế phổ biến dao động 30.000–100.000 Nm³/h. Áp suất hút duy trì trong khoảng −800 đến −1.500 Pa nhằm đảm bảo toàn bộ hơi dung môi được thu gom triệt để mà không ảnh hưởng hoạt động máy in.
2.2 Hệ thống thu gom khí thải in bao bì theo từng công đoạn
Đối với khí thải in bao bì, hệ thống thu gom không sử dụng một điểm hút duy nhất mà chia thành nhiều nhánh theo máy in, buồng sấy và khu vực pha mực.
Chụp hút thường thiết kế dạng slot hood với vận tốc bắt giữ 0,5–0,8 m/s. Ống dẫn khí sử dụng thép mạ kẽm hoặc inox SUS304 nhằm hạn chế ăn mòn dung môi. Việc cân bằng lưu lượng giữa các nhánh được thực hiện bằng van điều chỉnh VCD hoặc damper tự động.
2.3 Buồng tiền xử lý và kiểm soát dung môi ghép màng
Khí từ công đoạn ghép chứa tỷ lệ dung môi ghép màng cao thường được đưa qua buồng tiền xử lý để giảm nhiệt và loại bỏ hơi keo ngưng tụ.
Thiết bị trao đổi nhiệt dạng plate heat exchanger giúp hạ nhiệt từ 80°C xuống khoảng 40–45°C. Quá trình này giảm tải cho hệ xử lý phía sau và hạn chế nguy cơ cháy nổ khi nồng độ VOC gần giới hạn LEL.
Ngoài ra, bộ tách sương demister được lắp đặt nhằm loại bỏ giọt dung môi kích thước >10 µm.
2.4 Nguyên lý hấp phụ xử lý VOC bao bì bằng than hoạt tính
Công nghệ hấp phụ sử dụng lớp than hoạt tính dạng tổ ong hoặc dạng hạt để xử lý VOC bao bì ở nồng độ thấp đến trung bình. Diện tích bề mặt riêng của than đạt 900–1.200 m²/g, cho phép giữ lại phân tử dung môi hiệu quả.
Hiệu suất hấp phụ ban đầu đạt 90–95%. Khi lớp than bão hòa, hệ thống tiến hành tái sinh bằng khí nóng 120–150°C hoặc hơi nước nhằm giải hấp dung môi, giúp giảm chi phí vận hành dài hạn.
2.5 Công nghệ oxy hóa nhiệt xử lý mùi mực in liên tục
Đối với dòng khí chứa mùi mực in nồng độ cao, hệ oxy hóa nhiệt tái sinh (RTO) thường được áp dụng. Buồng phản ứng duy trì nhiệt độ 780–850°C để phá vỡ liên kết hydrocarbon thành CO₂ và H₂O.
Hiệu suất phá hủy VOC có thể đạt 98–99%. Nhờ lớp vật liệu ceramic tích nhiệt, hệ thống thu hồi tới 92–95% năng lượng nhiệt, giúp giảm tiêu thụ nhiên liệu gas xuống còn 0,3–0,6 Nm³/1.000 Nm³ khí.
2.6 Hệ thống điều khiển tự động cho xử lý khí thải dây chuyền bao bì
Một hệ xử lý khí thải dây chuyền bao bì hiện đại tích hợp PLC và SCADA để giám sát lưu lượng, nhiệt độ, áp suất và nồng độ VOC theo thời gian thực.
Cảm biến PID VOC đo liên tục trong dải 0–5.000 ppm giúp hệ thống tự động điều chỉnh van bypass hoặc công suất quạt. Điều này đặc biệt quan trọng khi dây chuyền thay đổi tốc độ in hoặc chuyển loại dung môi.
2.7 Chu trình vận hành liên tục và tối ưu năng lượng
Hệ thống vận hành theo chu trình tuần hoàn gồm hút khí, xử lý, thu hồi nhiệt và xả khí đạt chuẩn. Nhiệt dư từ RTO thường được tái sử dụng để gia nhiệt buồng sấy, giúp tiết kiệm 15–25% năng lượng toàn nhà máy.
Việc đồng bộ vận hành giữa hệ xử lý và dây chuyền sản xuất giúp duy trì hiệu suất ổn định ngay cả khi tải khí biến thiên lớn trong ca sản xuất.
• Đặc thù khí thải dung môi trong ngành in được phân tích tại bài “Hệ thống xử lý khí thải dây chuyền in ấn công nghiệp: Kiểm soát dung môi VOC và mùi hiệu quả (184)”.
3.1 Thông số thiết kế lưu lượng trong xử lý khí thải dây chuyền bao bì
Thiết kế xử lý khí thải dây chuyền bao bì bắt đầu từ việc xác định chính xác lưu lượng khí phát sinh tại từng công đoạn. Máy in ống đồng tốc độ cao có thể tạo lưu lượng 6.000–12.000 Nm³/h mỗi máy, trong khi buồng ghép màng dao động 3.000–7.000 Nm³/h.
Tổng lưu lượng hệ thống thường được tính với hệ số dự phòng 1,2–1,3 nhằm đảm bảo ổn định khi mở rộng sản xuất. Vận tốc khí trong ống chính duy trì 12–16 m/s để tránh lắng đọng dung môi và giảm tổn thất áp suất.
3.2 Nồng độ khí thải in bao bì và giới hạn thiết kế an toàn
Trong khí thải in bao bì, nồng độ VOC đầu vào phổ biến nằm trong khoảng 300–1.800 mg/Nm³, tùy loại mực và nhiệt độ sấy. Các hệ thống xử lý phải được thiết kế để vận hành dưới 25% giới hạn cháy nổ thấp nhất (LEL).
Ví dụ với Ethyl acetate có LEL khoảng 2,2% thể tích, hệ thống phải duy trì nồng độ dưới 5.500 ppm trước khi đi vào buồng oxy hóa. Cảm biến LEL và van xả khẩn cấp là yêu cầu bắt buộc trong tiêu chuẩn an toàn công nghiệp.
3.3 Thông số kiểm soát dung môi ghép màng trong vận hành liên tục
Dòng khí chứa dung môi ghép màng thường có nhiệt độ cao và độ ẩm thấp, gây ảnh hưởng đến tuổi thọ vật liệu hấp phụ. Vì vậy nhiệt độ đầu vào hệ xử lý cần được kiểm soát dưới 45°C.
Độ ẩm tương đối duy trì 40–70% giúp tối ưu hiệu suất hấp phụ. Nếu khí quá khô, khả năng giữ VOC giảm; nếu quá ẩm, nguy cơ bít mao quản than hoạt tính tăng. Bộ điều chỉnh nhiệt và tháp làm mát bay hơi thường được tích hợp trước khối xử lý chính.
3.4 Hiệu suất xử lý VOC bao bì và chỉ số đánh giá
Hiệu quả xử lý VOC bao bì được đánh giá thông qua hiệu suất phá hủy (DRE) và hiệu suất loại bỏ tổng (RE). Hệ RTO hiện đại đạt DRE ≥ 99%, trong khi hệ hấp phụ kết hợp tái sinh đạt 92–97%.
Chỉ số thời gian lưu khí (Residence Time) trong buồng oxy hóa thường ≥0,8 giây. Nhiệt độ phản ứng duy trì trên 760°C đảm bảo phân hủy hoàn toàn hydrocarbon mạch ngắn và hợp chất thơm.
3.5 Tiêu chuẩn kiểm soát mùi mực in theo quy chuẩn môi trường
Đối với mùi mực in, ngoài chỉ số VOC tổng, nhiều tiêu chuẩn còn đánh giá theo nồng độ mùi (Odor Unit – OU). Giá trị sau xử lý thường yêu cầu dưới 500–1.000 OU tùy khu vực.
Các hệ thống xử lý hiện đại bổ sung tầng lọc than tinh hoặc buồng xúc tác nhằm loại bỏ hợp chất gây mùi ở nồng độ ppm thấp. Điều này giúp giảm khiếu nại môi trường từ khu dân cư xung quanh nhà máy.
3.6 Quy chuẩn môi trường áp dụng cho xử lý khí thải dây chuyền bao bì
Hệ xử lý khí thải dây chuyền bao bì tại Việt Nam thường tham chiếu QCVN 19:2009/BTNMT và các tiêu chuẩn tương đương quốc tế như EU Industrial Emissions Directive.
Giới hạn VOC sau xử lý thường nằm trong khoảng 50–100 mg/Nm³. Ngoài ra, hệ thống phải đáp ứng yêu cầu quan trắc tự động liên tục (CEMS) để truyền dữ liệu về cơ quan quản lý môi trường theo thời gian thực.
3.7 Các chỉ số vận hành tối ưu và tuổi thọ hệ thống
Tuổi thọ vật liệu hấp phụ trung bình 24–36 tháng tùy tải dung môi. Quạt hút công nghiệp thiết kế áp suất tĩnh 2.000–3.500 Pa với hiệu suất ≥75% giúp giảm tiêu thụ điện năng.
Việc duy trì chênh áp qua lớp lọc dưới 1.200 Pa giúp hệ thống vận hành ổn định và giảm nguy cơ tắc nghẽn. Bảo trì định kỳ theo chu kỳ 3–6 tháng là yếu tố quyết định hiệu suất dài hạn.
• Giải pháp kiểm soát VOC dung môi quy mô công nghiệp xem tại bài “Giải pháp xử lý khí thải VOC và dung môi hữu cơ (85)”.
4.1 Hiệu quả môi trường khi triển khai xử lý khí thải dây chuyền bao bì
Việc đầu tư xử lý khí thải dây chuyền bao bì giúp giảm trực tiếp tải lượng VOC phát thải ra môi trường từ 90–99%, tùy cấu hình công nghệ. Điều này đặc biệt quan trọng với nhà máy vận hành liên tục nhiều ca, nơi lượng dung môi bay hơi có thể đạt hàng trăm kg mỗi ngày.
Khi khí thải được xử lý triệt để, nồng độ phát thải đầu ra thường duy trì dưới 70 mg/Nm³. Điều này giúp doanh nghiệp đáp ứng yêu cầu pháp lý, giảm rủi ro đình chỉ sản xuất và cải thiện hình ảnh doanh nghiệp trong chuỗi cung ứng toàn cầu.
4.2 Cải thiện điều kiện làm việc từ kiểm soát khí thải in bao bì
Kiểm soát hiệu quả khí thải in bao bì giúp giảm nồng độ dung môi khu vực sản xuất xuống dưới ngưỡng TLV-TWA theo tiêu chuẩn ACGIH, thường dưới 50 ppm đối với Ethyl acetate và IPA.
Môi trường làm việc ổn định giúp giảm hiện tượng đau đầu, chóng mặt và kích ứng mắt cho công nhân vận hành máy in tốc độ cao. Ngoài ra, việc duy trì áp suất âm cục bộ còn hạn chế lan truyền hơi dung môi sang khu vực đóng gói thành phẩm.
4.3 Tối ưu chi phí vận hành khi xử lý dung môi ghép màng
Trong công đoạn ghép, lượng dung môi ghép màng bay hơi chiếm tỷ lệ lớn trong tổng chi phí nguyên liệu thất thoát. Hệ thống xử lý kết hợp thu hồi dung môi bằng ngưng tụ có thể thu hồi 40–70% dung môi tái sử dụng.
Điều này giúp giảm chi phí mua dung môi mới và rút ngắn thời gian hoàn vốn hệ thống xuống còn 2–4 năm. Đồng thời, tải VOC đưa vào thiết bị oxy hóa cũng giảm, kéo theo mức tiêu thụ nhiên liệu thấp hơn đáng kể.
4.4 Nâng cao hiệu suất sản xuất nhờ kiểm soát VOC bao bì
Khi nồng độ VOC bao bì trong nhà xưởng được kiểm soát ổn định, hệ thống sấy hoạt động hiệu quả hơn do giảm tích tụ hơi dung môi hồi lưu. Điều này giúp tốc độ khô mực đồng đều và giảm lỗi bong lớp ghép.
Ngoài ra, việc duy trì lưu lượng hút ổn định giúp máy in vận hành ở tốc độ tối đa thiết kế mà không cần giảm công suất để kiểm soát mùi. Năng suất toàn dây chuyền có thể tăng 5–12% so với nhà máy chưa tối ưu xử lý khí.
4.5 Kiểm soát mùi mực in và giảm khiếu nại môi trường
Một trong những lợi ích rõ rệt nhất là giảm phát tán mùi mực in ra khu vực xung quanh nhà máy. Sau xử lý, cường độ mùi thường giảm trên 95%, gần như không còn nhận biết ở khoảng cách 50–100 m.
Điều này đặc biệt quan trọng với nhà máy đặt trong khu công nghiệp gần khu dân cư. Việc kiểm soát mùi hiệu quả giúp doanh nghiệp tránh tranh chấp môi trường và duy trì hoạt động ổn định lâu dài.
4.6 Ứng dụng thực tế của xử lý khí thải dây chuyền bao bì trong ngành công nghiệp
Hệ xử lý khí thải dây chuyền bao bì hiện được ứng dụng rộng trong sản xuất bao bì thực phẩm, bao bì dược phẩm, màng ghép đa lớp và bao bì xuất khẩu.
Các nhà máy in ống đồng 8–12 màu thường sử dụng cấu hình kết hợp hấp phụ và RTO nhằm xử lý tải khí biến thiên lớn. Đối với dây chuyền tốc độ cao trên 400 m/phút, hệ thống điều khiển tự động giúp duy trì hiệu suất xử lý ổn định suốt chu kỳ sản xuất.
4.7 Xu hướng phát triển công nghệ xử lý khí thải cho ngành bao bì
Trong tương lai, xử lý khí thải dây chuyền bao bì sẽ tích hợp trí tuệ nhân tạo để dự đoán tải VOC theo kế hoạch sản xuất. Hệ thống có thể tự điều chỉnh nhiệt độ oxy hóa và lưu lượng hút nhằm giảm tiêu thụ năng lượng.
Ngoài ra, xu hướng sử dụng vật liệu xúc tác nhiệt độ thấp (350–450°C) đang giúp giảm tới 30% chi phí nhiên liệu so với công nghệ truyền thống. Điều này phù hợp với chiến lược giảm phát thải carbon trong ngành công nghiệp bao bì hiện đại.
TÌM HIỂU THÊM: