
KIỂM TRA LỖI BỀ MẶT SƠN: 7 BƯỚC PHÁT HIỆN SỚM ĐỂ GIẢM PHẾ PHẨM TRÊN DÂY CHUYỀN
Kiểm tra lỗi bề mặt sơn là bước QA quan trọng giúp phát hiện sớm khuyết tật ngay trên dây chuyền, trước khi sản phẩm chuyển sang công đoạn lắp ráp hoặc đóng gói. Quy trình kiểm tra chuẩn giúp giảm phế phẩm, hạn chế sửa lại và kiểm soát ổn định chất lượng lớp phủ theo tiêu chuẩn sản xuất công nghiệp.

1. TẦM QUAN TRỌNG CỦA KIỂM TRA LỖI BỀ MẶT SƠN TRÊN DÂY CHUYỀN SƠN
1.1 Vai trò của kiểm tra lỗi bề mặt sơn trong hệ thống QA
Trong sản xuất công nghiệp, kiểm tra lỗi bề mặt sơn là bước quan trọng của kiểm soát chất lượng lớp phủ. QA thực hiện kiểm tra ngay sau khu vực curing oven hoặc sau buồng sơn để phát hiện khuyết tật trước khi sản phẩm chuyển sang công đoạn tiếp theo.
Một hệ thống kiểm tra tốt giúp giảm tỷ lệ phế phẩm từ 3–5% xuống dưới 1%. Ngoài ra, việc phát hiện sớm giúp tránh chi phí rework như mài, tẩy sơn hoặc sơn lại toàn bộ chi tiết.
Kiểm soát sớm còn giúp phát hiện sai lệch công nghệ như áp suất súng phun, độ nhớt sơn hoặc nhiệt độ sấy.
1.2 Tác động của lỗi bề mặt sơn đến chất lượng sản phẩm
Các lỗi bề mặt sơn không chỉ ảnh hưởng đến thẩm mỹ mà còn ảnh hưởng đến khả năng bảo vệ của lớp coating.
Ví dụ:
Độ dày lớp sơn không đồng đều dưới 40 µm có thể làm giảm khả năng chống ăn mòn.
Các khuyết tật như pinhole hoặc cratering có thể làm nước hoặc hóa chất thâm nhập vào bề mặt kim loại.
Trong các ngành như ô tô hoặc thiết bị gia dụng, tiêu chuẩn ngoại quan thường yêu cầu mức defect dưới 0.65 defects/1000 cm² theo tiêu chuẩn kiểm soát bề mặt.
1.3 Mối liên hệ giữa QA bề mặt sơn và tỷ lệ phế phẩm
Quy trình QA bề mặt sơn được thiết kế để phát hiện lỗi ngay khi sản phẩm vừa ra khỏi buồng sấy.
Trong thực tế, nếu lỗi chỉ được phát hiện ở công đoạn đóng gói, chi phí sửa chữa có thể cao gấp 5–10 lần so với phát hiện ngay tại dây chuyền.
Theo thống kê trong nhiều nhà máy sơn tĩnh điện, khoảng 70% lỗi phát sinh có thể được phát hiện trong vòng 5 phút sau khi sản phẩm ra khỏi lò sấy nếu quy trình kiểm tra đúng chuẩn.
1.4 Kiểm tra ngoại quan sơn và tiêu chuẩn đánh giá
Hoạt động kiểm tra ngoại quan sơn thường tuân theo các tiêu chuẩn như:
ASTM D714 cho bề mặt blister
ISO 4628 cho đánh giá khuyết tật lớp phủ
ISO 2409 cho độ bám dính lớp sơn
Ánh sáng kiểm tra thường sử dụng đèn LED 5000K–6500K với cường độ khoảng 1000–1500 lux để giúp QA nhận diện khuyết tật bề mặt rõ ràng.
1.5 Các dạng khuyết tật bề mặt sơn phổ biến
Trong quá trình kiểm tra, QA thường gặp các khuyết tật bề mặt sơn sau:
Chảy sơn (sagging)
Cam sần (orange peel)
Bọt khí (pinhole)
Bụi sơn (dust inclusion)
Rỗ bề mặt (cratering)
Những lỗi này thường xuất hiện do sai lệch thông số phun, độ sạch bề mặt hoặc điều kiện môi trường.
1.6 Chi phí ẩn khi không kiểm soát lỗi bề mặt sơn
Nếu không kiểm soát tốt kiểm tra lỗi bề mặt sơn, doanh nghiệp có thể gặp các chi phí ẩn như:
Chi phí rework tăng 15–30%
Tăng thời gian sản xuất
Khiếu nại nội bộ giữa các bộ phận
Trong nhiều nhà máy sản xuất hàng loạt, chỉ cần 2% sản phẩm bị lỗi cũng có thể làm giảm đáng kể hiệu suất dây chuyền.
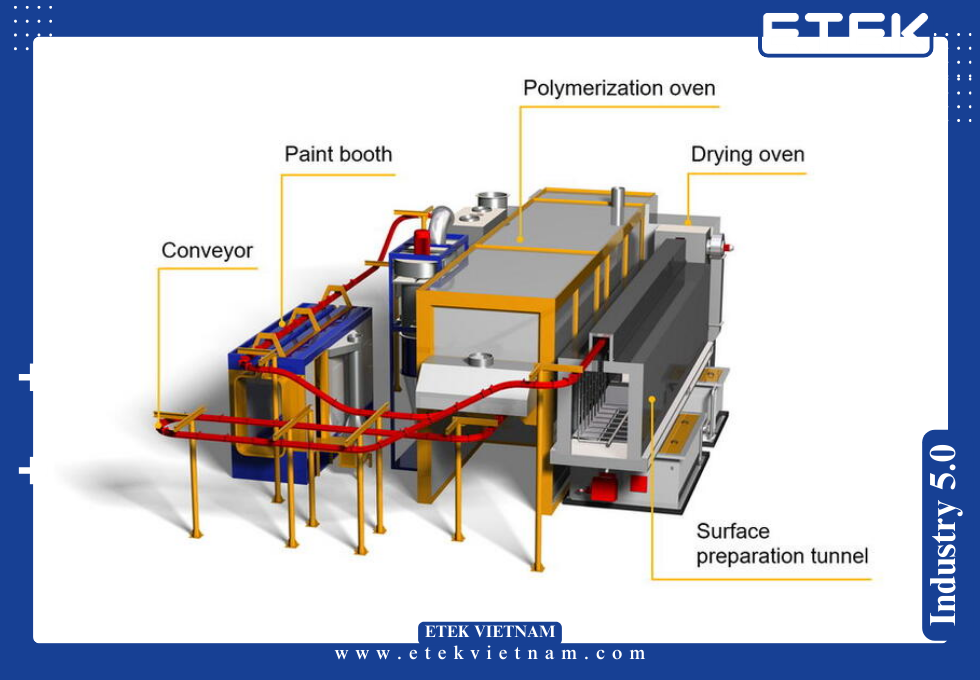
Để đặt kiểm tra bề mặt trong tổng thể dây chuyền, bạn nên đọc bài “Dây chuyền sơn: Cấu tạo, nguyên lý và lựa chọn công nghệ phù hợp ngành công nghiệp”.
2. CÁC NHÓM LỖI BỀ MẶT SƠN THƯỜNG GẶP TRONG SẢN XUẤT
2.1 Lỗi cam sần (orange peel)
Orange peel là một trong những lỗi bề mặt sơn phổ biến trong dây chuyền sơn công nghiệp.
Bề mặt sơn xuất hiện cấu trúc gồ ghề giống vỏ cam do sơn không kịp san phẳng trước khi khô.
Nguyên nhân thường do:
Độ nhớt sơn quá cao trên 25–30 s (Ford cup #4)
Khoảng cách phun quá xa trên 25 cm
Áp suất khí thấp dưới 2 bar
2.2 Lỗi chảy sơn (sagging)
Sagging xảy ra khi lớp sơn quá dày hoặc độ nhớt quá thấp.
Độ dày lớp sơn vượt quá 120 µm có thể làm sơn chảy xuống dưới do trọng lực.
Lỗi này thường xuất hiện ở các bề mặt thẳng đứng hoặc cạnh chi tiết.
Kiểm soát tốt tốc độ băng chuyền và lượng sơn phun sẽ giảm đáng kể lỗi này.
2.3 Lỗi bọt khí (pinhole)
Pinhole là dạng khuyết tật bề mặt sơn có kích thước rất nhỏ, thường dưới 0.5 mm.
Nguyên nhân có thể bao gồm:
Dung môi bay hơi quá nhanh
Không khí bị giữ lại trong lớp sơn
Bề mặt vật liệu còn dầu hoặc độ ẩm.
Trong kiểm tra ngoại quan, QA thường sử dụng đèn chiếu xiên 45° để phát hiện pinhole.
2.4 Lỗi bụi sơn (dust inclusion)
Dust inclusion xảy ra khi hạt bụi bám vào lớp sơn trong quá trình phun hoặc trước khi sơn khô.
Các hạt bụi thường có kích thước từ 50–200 µm và dễ phát hiện bằng kiểm tra ngoại quan.
Nguyên nhân thường đến từ:
Phòng sơn không đạt chuẩn ISO Class 8
Lọc gió buồng sơn bị bẩn
Quy trình vệ sinh không đảm bảo.
2.5 Lỗi rỗ bề mặt (cratering)
Cratering xảy ra khi lớp sơn bị tách ra tạo thành các vùng lõm hình tròn.
Nguyên nhân thường do nhiễm dầu silicon hoặc chất chống dính trên bề mặt.
Đây là lỗi khó sửa chữa và thường phải tẩy sơn hoàn toàn trước khi sơn lại.
2.6 Lỗi không đều màu
Màu sơn không đồng đều là vấn đề phổ biến trong sản xuất hàng loạt.
Nguyên nhân có thể bao gồm:
Độ dày lớp sơn không đồng đều
Phun nhiều lớp chồng lên nhau
Nhiệt độ sấy không ổn định.
QA thường sử dụng thiết bị đo màu spectrophotometer để kiểm soát sai lệch ΔE < 1.0.
3. QUY TRÌNH 7 BƯỚC KIỂM TRA LỖI BỀ MẶT SƠN TRÊN DÂY CHUYỀN
Một quy trình kiểm tra lỗi bề mặt sơn hiệu quả cần được thực hiện ngay sau công đoạn sấy và trước khi sản phẩm chuyển sang lắp ráp hoặc đóng gói. Quy trình này giúp QA phát hiện sớm sai lệch công nghệ, giảm rework và hạn chế phế phẩm.
Trong thực tế sản xuất, nhiều nhà máy áp dụng quy trình kiểm tra 7 bước tiêu chuẩn. Quy trình này được thiết kế dựa trên nguyên tắc kiểm soát chất lượng lớp phủ, đảm bảo sản phẩm đạt tiêu chuẩn ngoại quan, độ dày lớp sơn và độ đồng đều màu sắc.
Việc chuẩn hóa quy trình giúp đội ngũ QA kiểm tra nhanh hơn, giảm sai sót và tăng tính nhất quán giữa các ca sản xuất.
3.1 Bước 1: Chuẩn bị điều kiện kiểm tra ngoại quan sơn
Trước khi thực hiện kiểm tra ngoại quan sơn, khu vực kiểm tra cần được chuẩn hóa về ánh sáng, vị trí và môi trường.
Ánh sáng kiểm tra nên sử dụng đèn LED 5000K–6500K với cường độ từ 1000 đến 1500 lux. Ánh sáng trung tính giúp QA nhận diện rõ các lỗi bề mặt sơn như cam sần, bụi sơn hoặc chảy sơn.
Góc chiếu sáng thường đặt ở 30–60 độ so với bề mặt để làm nổi bật các khuyết tật nhỏ.
Ngoài ra, khu vực kiểm tra nên duy trì nhiệt độ khoảng 22–28°C và độ ẩm dưới 70% để tránh ảnh hưởng đến quá trình quan sát bề mặt.
3.2 Bước 2: Kiểm tra tổng thể bề mặt sản phẩm
Ở bước này, QA thực hiện kiểm tra lỗi bề mặt sơn ở mức tổng thể nhằm phát hiện các khuyết tật lớn.
Sản phẩm được quan sát từ khoảng cách 50–70 cm dưới ánh sáng tiêu chuẩn.
Các khu vực thường xuất hiện khuyết tật bề mặt sơn gồm:
cạnh chi tiết
góc gấp
khu vực gần móc treo
bề mặt phẳng lớn
Các lỗi như chảy sơn hoặc lớp sơn không phủ kín thường được phát hiện ngay trong bước này.
Nếu phát hiện lỗi nghiêm trọng, sản phẩm sẽ được loại ngay trước khi chuyển sang bước kiểm tra chi tiết.
3.3 Bước 3: Kiểm tra chi tiết các lỗi bề mặt sơn
Sau khi kiểm tra tổng thể, QA tiến hành quan sát chi tiết từng vùng bề mặt.
Bước này giúp phát hiện các lỗi bề mặt sơn kích thước nhỏ như pinhole hoặc bụi sơn.
Khoảng cách quan sát thường từ 20–30 cm và sử dụng ánh sáng chiếu xiên để làm nổi bật bề mặt.
Các vị trí cần chú ý gồm:
bề mặt ngang
khu vực góc cạnh
vùng tiếp giáp giữa hai lớp phun
Việc kiểm tra kỹ ở bước này giúp QA phát hiện sớm những khuyết tật bề mặt sơn có thể bị bỏ sót ở bước quan sát tổng thể.
3.4 Bước 4: Đánh giá độ đồng đều lớp sơn
Một phần quan trọng của QA bề mặt sơn là đánh giá độ đồng đều của lớp coating.
Độ dày lớp sơn thường được kiểm tra bằng thiết bị đo độ dày từ tính hoặc điện từ.
Trong nhiều dây chuyền sơn tĩnh điện, độ dày tiêu chuẩn dao động từ 60–90 µm.
Nếu lớp sơn dưới 40 µm, khả năng bảo vệ chống ăn mòn sẽ giảm đáng kể.
Nếu lớp sơn vượt quá 120 µm, nguy cơ chảy sơn và nứt lớp phủ có thể xảy ra.
Việc kiểm soát độ dày giúp hạn chế nhiều lỗi bề mặt sơn phát sinh trong quá trình sấy.
3.5 Bước 5: Kiểm tra màu sắc và độ bóng
Ngoài yếu tố ngoại quan, QA bề mặt sơn còn kiểm soát độ đồng đều màu sắc.
Các nhà máy thường sử dụng máy đo màu spectrophotometer để kiểm tra sai lệch màu.
Chỉ số ΔE thường phải nhỏ hơn 1.0 để đảm bảo tính đồng nhất giữa các lô sản xuất.
Độ bóng bề mặt cũng được đo bằng gloss meter với góc đo 60°.
Nếu độ bóng sai lệch quá 5 GU so với tiêu chuẩn, sản phẩm có thể bị đánh giá là lỗi bề mặt sơn trong kiểm tra ngoại quan.
3.6 Bước 6: Ghi nhận và phân loại khuyết tật
Sau khi kiểm tra, QA cần ghi nhận các khuyết tật bề mặt sơn vào hệ thống kiểm soát chất lượng.
Các lỗi thường được phân loại theo 3 mức:
Minor defect
Major defect
Critical defect
Ví dụ:
bụi sơn nhỏ có thể được phân loại minor
chảy sơn thường được phân loại major
lỗi bong tróc lớp sơn có thể được xem là critical
Việc phân loại rõ ràng giúp doanh nghiệp đánh giá chính xác tình trạng lỗi bề mặt sơn trong dây chuyền sản xuất.
3.7 Bước 7: Quyết định xử lý sản phẩm
Bước cuối cùng trong quy trình kiểm tra lỗi bề mặt sơn là quyết định xử lý sản phẩm.
Tùy theo mức độ lỗi, sản phẩm có thể:
được chấp nhận
được sửa lại (rework)
hoặc bị loại bỏ
Trong nhiều dây chuyền sản xuất, sản phẩm có thể được sửa lại bằng phương pháp:
mài nhẹ bề mặt
đánh bóng
sơn lại cục bộ
Việc phát hiện lỗi sớm giúp giảm đáng kể chi phí xử lý so với việc phát hiện ở công đoạn cuối.
Các lỗi bề mặt thường gặp được tổng hợp tại “Lỗi sơn công nghiệp: 12 lỗi thường gặp trong dây chuyền sơn”.
4. THIẾT BỊ VÀ TIÊU CHUẨN TRONG QA BỀ MẶT SƠN
Để kiểm tra lỗi bề mặt sơn chính xác, các nhà máy cần trang bị hệ thống thiết bị kiểm tra chuyên dụng.
Các thiết bị này giúp QA đánh giá định lượng thay vì chỉ dựa vào quan sát bằng mắt.
Việc kết hợp kiểm tra ngoại quan và đo lường bằng thiết bị giúp phát hiện sớm các khuyết tật bề mặt sơn, đồng thời đảm bảo tính nhất quán trong kiểm soát chất lượng.
4.1 Đèn kiểm tra bề mặt sơn
Đèn kiểm tra là thiết bị quan trọng trong kiểm tra ngoại quan sơn.
Đèn LED chuyên dụng thường có nhiệt độ màu khoảng 5500K và cường độ trên 1000 lux.
Ánh sáng được thiết kế để tạo ra bóng đổ nhẹ trên bề mặt, giúp QA phát hiện các lỗi bề mặt sơn như cam sần hoặc rỗ bề mặt.
Trong các dây chuyền hiện đại, hệ thống đèn kiểm tra thường được lắp cố định tại trạm kiểm tra sau lò sấy.
4.2 Máy đo độ dày lớp sơn
Máy đo độ dày lớp sơn giúp kiểm soát chất lượng lớp coating.
Thiết bị thường hoạt động dựa trên nguyên lý từ tính hoặc dòng điện xoáy.
Độ chính xác đo thường đạt ±1–3 µm.
Trong QA bề mặt sơn, việc đo nhiều điểm trên cùng một sản phẩm giúp xác định độ đồng đều của lớp phủ.
Khi độ dày không đồng đều, nguy cơ phát sinh lỗi bề mặt sơn trong quá trình sử dụng sẽ tăng lên.
4.3 Thiết bị đo độ bóng
Độ bóng của lớp sơn ảnh hưởng trực tiếp đến cảm nhận thẩm mỹ của sản phẩm.
Máy đo gloss meter thường sử dụng góc đo 20°, 60° hoặc 85°.
Trong nhiều dây chuyền sơn công nghiệp, góc 60° được sử dụng phổ biến.
Nếu giá trị gloss lệch quá nhiều so với tiêu chuẩn, sản phẩm có thể bị đánh giá là lỗi bề mặt sơn trong kiểm tra chất lượng.
4.4 Máy đo màu
Thiết bị đo màu giúp kiểm soát sự đồng nhất giữa các lô sơn.
Trong QA bề mặt sơn, sai lệch màu được đo bằng chỉ số ΔE.
Thông thường:
ΔE < 1.0 gần như không thể nhận biết bằng mắt
ΔE 1–2 có thể nhận biết nhẹ
ΔE > 3 được xem là lỗi nghiêm trọng
Việc kiểm soát màu sắc giúp tránh các khiếu nại chất lượng từ khách hàng.

5. CÁC PHƯƠNG PHÁP NÂNG CAO HIỆU QUẢ KIỂM TRA LỖI BỀ MẶT SƠN TRÊN DÂY CHUYỀN
Trong các nhà máy sản xuất hiện đại, việc kiểm tra lỗi bề mặt sơn không chỉ dựa vào quan sát bằng mắt mà còn kết hợp nhiều phương pháp kỹ thuật. Các phương pháp này giúp phát hiện sớm sai lệch công nghệ, giảm thiểu phế phẩm và cải thiện độ ổn định của dây chuyền sơn.
Việc nâng cao hiệu quả kiểm tra thường tập trung vào ba yếu tố chính gồm tiêu chuẩn kiểm tra, đào tạo nhân sự QA và ứng dụng thiết bị đo lường. Khi các yếu tố này được chuẩn hóa, khả năng phát hiện lỗi bề mặt sơn có thể tăng lên đáng kể ngay trong giai đoạn đầu của dây chuyền.
5.1 Chuẩn hóa tiêu chuẩn kiểm tra ngoại quan sơn
Một trong những bước quan trọng để nâng cao hiệu quả kiểm tra ngoại quan sơn là xây dựng tiêu chuẩn đánh giá chi tiết.
Tiêu chuẩn thường quy định rõ:
kích thước khuyết tật cho phép
số lượng lỗi trên mỗi bề mặt
khoảng cách quan sát
Ví dụ trong sản xuất thiết bị gia dụng, tiêu chuẩn thường quy định không quá 2 khuyết tật bề mặt sơn có kích thước dưới 0.5 mm trên diện tích 1000 cm².
Việc chuẩn hóa tiêu chuẩn giúp QA đánh giá nhất quán giữa các ca sản xuất và tránh tình trạng đánh giá cảm tính.
5.2 Đào tạo kỹ năng nhận diện lỗi bề mặt sơn cho QA
Đào tạo nhân sự là yếu tố quan trọng trong hệ thống QA bề mặt sơn.
Nhân viên kiểm tra cần được đào tạo để nhận diện các dạng lỗi bề mặt sơn phổ biến như:
orange peel
pinhole
cratering
dust inclusion
Trong nhiều nhà máy, QA được đào tạo bằng bảng mẫu defect panel. Đây là các tấm mẫu chứa nhiều loại khuyết tật bề mặt sơn khác nhau để giúp nhân viên dễ dàng so sánh và nhận diện lỗi trong quá trình kiểm tra thực tế.
5.3 Áp dụng hệ thống ánh sáng kiểm tra tiêu chuẩn
Ánh sáng kiểm tra đóng vai trò rất quan trọng trong kiểm tra lỗi bề mặt sơn.
Nếu ánh sáng không đủ hoặc sai nhiệt độ màu, nhiều lỗi nhỏ có thể bị bỏ sót.
Các dây chuyền hiện đại thường sử dụng hệ thống đèn LED kiểm tra chuyên dụng với nhiệt độ màu khoảng 5500K.
Cường độ ánh sáng dao động từ 1200 đến 1800 lux giúp làm nổi rõ các lỗi bề mặt sơn như cam sần, rỗ bề mặt hoặc bụi sơn.
Một số nhà máy còn sử dụng hệ thống ánh sáng chiếu xiên để tăng khả năng phát hiện khuyết tật.
5.4 Sử dụng bảng mẫu khuyết tật bề mặt sơn
Defect standard panel là công cụ quan trọng trong QA bề mặt sơn.
Bảng mẫu này mô tả trực quan các mức độ khuyết tật bề mặt sơn từ nhẹ đến nghiêm trọng.
QA có thể so sánh trực tiếp sản phẩm với bảng mẫu để đưa ra quyết định nhanh chóng.
Phương pháp này giúp giảm sai lệch đánh giá giữa các nhân viên và giữa các ca sản xuất.
Ngoài ra, bảng mẫu còn được sử dụng trong đào tạo và đánh giá năng lực của nhân viên kiểm tra.
5.5 Kiểm tra lỗi bề mặt sơn theo phương pháp sampling
Trong sản xuất hàng loạt, không phải tất cả sản phẩm đều được kiểm tra chi tiết.
Do đó nhiều nhà máy áp dụng phương pháp sampling để kiểm tra lỗi bề mặt sơn.
Theo tiêu chuẩn AQL, một lô sản phẩm có thể được kiểm tra với tỷ lệ 2–5%.
Nếu số lượng lỗi bề mặt sơn vượt quá mức cho phép, toàn bộ lô sản phẩm sẽ bị kiểm tra lại hoặc giữ lại để xử lý.
Phương pháp sampling giúp cân bằng giữa hiệu quả kiểm tra và năng suất dây chuyền.
5.6 Ứng dụng hệ thống camera kiểm tra tự động
Trong các dây chuyền sơn hiện đại, hệ thống camera công nghiệp được sử dụng để hỗ trợ kiểm tra lỗi bề mặt sơn.
Camera độ phân giải cao có thể phát hiện các khuyết tật bề mặt sơn có kích thước chỉ vài chục micromet.
Hệ thống AI phân tích hình ảnh giúp phát hiện lỗi nhanh và chính xác hơn so với kiểm tra thủ công.
Công nghệ này đặc biệt hiệu quả trong các dây chuyền sản xuất số lượng lớn như ngành ô tô hoặc điện tử.
5.7 Phân tích dữ liệu lỗi để cải tiến dây chuyền
Một bước quan trọng trong QA bề mặt sơn là phân tích dữ liệu lỗi theo thời gian.
Dữ liệu về lỗi bề mặt sơn được thu thập theo ca sản xuất, loại sản phẩm và thông số phun.
Từ đó kỹ sư có thể xác định nguyên nhân gốc của các khuyết tật.
Ví dụ nếu tỷ lệ cam sần tăng trong một khoảng thời gian nhất định, có thể nguyên nhân đến từ độ nhớt sơn hoặc áp suất phun.
Phân tích dữ liệu giúp cải tiến dây chuyền và giảm phế phẩm lâu dài.
Phòng ngừa lỗi hiệu quả bắt đầu từ “Kiểm soát chất lượng sơn trong dây chuyền sơn công nghiệp”.
6. TỐI ƯU QUY TRÌNH ĐỂ GIẢM LỖI BỀ MẶT SƠN TRÊN DÂY CHUYỀN
Giảm lỗi bề mặt sơn không chỉ phụ thuộc vào kiểm tra mà còn liên quan trực tiếp đến kiểm soát quá trình sơn.
Việc tối ưu thông số công nghệ, môi trường sản xuất và bảo trì thiết bị có thể giảm đáng kể tỷ lệ khuyết tật.
Nhiều nhà máy sau khi tối ưu quy trình đã giảm tỷ lệ lỗi từ 4–6% xuống dưới 1.5%.
6.1 Kiểm soát độ sạch bề mặt trước khi sơn
Một trong những nguyên nhân phổ biến gây khuyết tật bề mặt sơn là bề mặt vật liệu không sạch.
Các chất như dầu, bụi hoặc silicon có thể làm lớp sơn không bám đều.
Quy trình xử lý bề mặt thường gồm:
tẩy dầu
rửa nước
phosphating hoặc chromating
Nếu quy trình tiền xử lý không đạt yêu cầu, nguy cơ phát sinh lỗi bề mặt sơn như cratering hoặc bong tróc sẽ tăng lên.
6.2 Kiểm soát độ nhớt sơn
Độ nhớt là thông số quan trọng ảnh hưởng đến chất lượng lớp phủ.
Trong nhiều hệ thống phun sơn, độ nhớt thường được kiểm soát ở mức 18–25 giây (Ford Cup #4).
Nếu độ nhớt quá cao, lớp sơn sẽ khó san phẳng và dễ xuất hiện lỗi bề mặt sơn dạng cam sần.
Nếu độ nhớt quá thấp, sơn có thể chảy trên bề mặt và tạo ra khuyết tật sagging.
6.3 Kiểm soát áp suất và lưu lượng phun
Áp suất phun ảnh hưởng trực tiếp đến khả năng phân tán của sơn.
Trong hệ thống phun khí nén, áp suất thường dao động từ 2 đến 3 bar.
Nếu áp suất quá thấp, hạt sơn sẽ lớn và dễ tạo lỗi bề mặt sơn dạng bề mặt thô.
Ngược lại, áp suất quá cao có thể làm sơn bay quá nhanh và gây mất sơn.
Việc điều chỉnh đúng thông số giúp lớp phủ mịn và đồng đều.
6.4 Kiểm soát điều kiện môi trường phòng sơn
Điều kiện môi trường có ảnh hưởng lớn đến QA bề mặt sơn.
Nhiệt độ phòng sơn thường duy trì ở mức 20–28°C.
Độ ẩm tương đối nên dưới 75%.
Nếu độ ẩm quá cao, dung môi bay hơi chậm và có thể gây lỗi bề mặt sơn dạng bọt khí hoặc pinhole.
Ngoài ra, hệ thống lọc gió cần được bảo trì thường xuyên để giảm bụi trong không khí.
6.5 Bảo trì thiết bị phun sơn
Thiết bị phun sơn nếu không được bảo trì định kỳ có thể gây nhiều lỗi bề mặt sơn.
Các bộ phận cần kiểm tra thường xuyên gồm:
béc phun
ống dẫn sơn
bơm sơn
Béc phun bị mòn có thể làm thay đổi dạng tia phun và tạo ra lớp sơn không đồng đều.
Việc thay thế định kỳ giúp giảm nguy cơ phát sinh khuyết tật bề mặt sơn trong sản xuất.
6.6 Kiểm soát quá trình sấy
Quá trình curing ảnh hưởng trực tiếp đến cấu trúc lớp sơn.
Nhiệt độ lò sấy thường dao động từ 160–200°C đối với sơn tĩnh điện.
Nếu nhiệt độ quá thấp, lớp sơn không đóng rắn hoàn toàn và dễ xuất hiện lỗi bề mặt sơn.
Nếu nhiệt độ quá cao, lớp phủ có thể bị đổi màu hoặc nứt.
Do đó việc kiểm soát nhiệt độ lò sấy là yếu tố quan trọng trong hệ thống QA bề mặt sơn.
6.7 Kiểm tra lỗi bề mặt sơn ngay sau lò sấy
Thời điểm tốt nhất để kiểm tra lỗi bề mặt sơn là ngay sau khi sản phẩm ra khỏi lò sấy.
Lúc này lớp sơn đã đóng rắn hoàn toàn và các lỗi bề mặt sơn dễ nhận biết nhất.
Nếu phát hiện lỗi sớm, sản phẩm có thể được xử lý ngay mà không cần tháo khỏi dây chuyền.
Điều này giúp giảm đáng kể chi phí sửa chữa và tăng hiệu quả sản xuất.

7. CHECKLIST CHUẨN KIỂM TRA LỖI BỀ MẶT SƠN CHO QA TRÊN DÂY CHUYỀN
Trong thực tế sản xuất, nhiều nhà máy áp dụng checklist tiêu chuẩn để đảm bảo kiểm tra lỗi bề mặt sơn được thực hiện nhất quán giữa các ca sản xuất. Checklist giúp QA không bỏ sót các bước kiểm tra quan trọng và đảm bảo sản phẩm đạt tiêu chuẩn ngoại quan trước khi chuyển sang công đoạn tiếp theo.
Việc xây dựng checklist cũng giúp chuẩn hóa quy trình QA bề mặt sơn, giảm phụ thuộc vào kinh nghiệm cá nhân. Khi checklist được áp dụng đồng bộ, khả năng phát hiện sớm lỗi bề mặt sơn sẽ tăng đáng kể và tỷ lệ phế phẩm trên dây chuyền được kiểm soát tốt hơn.
7.1 Kiểm tra điều kiện môi trường trước khi kiểm tra ngoại quan sơn
Trước khi bắt đầu kiểm tra ngoại quan sơn, QA cần xác nhận các điều kiện môi trường trong khu vực kiểm tra.
Các thông số thường được kiểm soát gồm:
nhiệt độ môi trường 22–28°C
độ ẩm dưới 70%
cường độ ánh sáng trên 1000 lux
Nếu điều kiện ánh sáng không đạt tiêu chuẩn, nhiều khuyết tật bề mặt sơn nhỏ có thể bị bỏ sót trong quá trình quan sát.
Việc kiểm soát môi trường giúp đảm bảo độ chính xác khi kiểm tra lỗi bề mặt sơn trên dây chuyền sản xuất.
7.2 Kiểm tra tổng thể bề mặt sản phẩm
Ở bước này, QA tiến hành kiểm tra lỗi bề mặt sơn ở mức tổng thể nhằm phát hiện các khuyết tật rõ ràng.
Sản phẩm được quan sát ở khoảng cách 50–70 cm dưới ánh sáng tiêu chuẩn.
Các khu vực thường dễ phát sinh lỗi bề mặt sơn gồm:
cạnh gấp
vùng móc treo
bề mặt phẳng lớn
Nếu phát hiện các lỗi nghiêm trọng như chảy sơn hoặc lớp phủ không đều, sản phẩm cần được tách khỏi dây chuyền để xử lý.
Bước kiểm tra tổng thể giúp loại bỏ nhanh các sản phẩm có khuyết tật bề mặt sơn lớn.
7.3 Kiểm tra chi tiết các vùng dễ phát sinh khuyết tật
Sau khi kiểm tra tổng thể, QA cần kiểm tra chi tiết từng khu vực bề mặt.
Ở bước này, khoảng cách quan sát thường từ 20–30 cm để phát hiện các lỗi bề mặt sơn kích thước nhỏ.
Những khu vực cần kiểm tra kỹ gồm:
góc cạnh sản phẩm
khu vực lỗ bắt vít
bề mặt cong
Nhiều khuyết tật bề mặt sơn như pinhole hoặc bụi sơn chỉ có thể được phát hiện khi quan sát ở khoảng cách gần.
7.4 Kiểm tra độ dày lớp sơn
Độ dày lớp sơn là thông số quan trọng trong QA bề mặt sơn.
QA thường sử dụng thiết bị đo độ dày từ tính để kiểm tra nhiều điểm trên sản phẩm.
Trong dây chuyền sơn tĩnh điện, độ dày tiêu chuẩn thường nằm trong khoảng 60–90 µm.
Nếu lớp sơn quá mỏng, khả năng chống ăn mòn sẽ giảm.
Nếu lớp sơn quá dày, nguy cơ xuất hiện lỗi bề mặt sơn như chảy sơn hoặc nứt lớp phủ sẽ tăng lên.
7.5 Kiểm tra màu sắc và độ bóng lớp sơn
Ngoài các yếu tố hình học, QA bề mặt sơn còn cần kiểm soát màu sắc và độ bóng.
Thiết bị đo màu spectrophotometer được sử dụng để xác định sai lệch màu giữa các lô sản xuất.
Chỉ số ΔE thường được kiểm soát dưới 1.0.
Máy đo gloss meter được sử dụng để kiểm tra độ bóng bề mặt.
Nếu sai lệch độ bóng quá lớn, sản phẩm có thể bị đánh giá là lỗi bề mặt sơn trong kiểm tra chất lượng.
7.6 Ghi nhận dữ liệu lỗi bề mặt sơn
Sau khi kiểm tra, QA cần ghi nhận tất cả lỗi bề mặt sơn vào hệ thống quản lý chất lượng.
Dữ liệu thường bao gồm:
loại lỗi
vị trí lỗi
số lượng lỗi
ca sản xuất
Thông tin này giúp bộ phận kỹ thuật phân tích xu hướng khuyết tật bề mặt sơn và xác định nguyên nhân gốc của vấn đề.
Việc ghi nhận dữ liệu đầy đủ giúp cải tiến quy trình và giảm tỷ lệ lỗi trong sản xuất.
7.7 Phản hồi và cải tiến quy trình
Bước cuối cùng trong checklist kiểm tra lỗi bề mặt sơn là phản hồi cho bộ phận sản xuất.
Nếu tỷ lệ lỗi bề mặt sơn tăng bất thường, QA cần báo cáo để điều chỉnh thông số công nghệ như:
áp suất phun
độ nhớt sơn
nhiệt độ lò sấy
Quy trình phản hồi nhanh giúp dây chuyền được điều chỉnh kịp thời và giảm nguy cơ sản xuất hàng loạt sản phẩm lỗi.
KẾT LUẬN VỀ KIỂM TRA LỖI BỀ MẶT SƠN TRONG DÂY CHUYỀN SẢN XUẤT
Trong sản xuất công nghiệp, kiểm tra lỗi bề mặt sơn là một bước quan trọng giúp đảm bảo chất lượng lớp phủ và giảm thiểu phế phẩm. Một quy trình kiểm tra được chuẩn hóa không chỉ giúp QA phát hiện sớm lỗi bề mặt sơn mà còn hỗ trợ kiểm soát toàn bộ quá trình sơn.
Khi doanh nghiệp kết hợp kiểm tra ngoại quan sơn, thiết bị đo lường và phân tích dữ liệu sản xuất, khả năng kiểm soát khuyết tật bề mặt sơn sẽ được cải thiện rõ rệt. Điều này giúp tăng độ ổn định của dây chuyền, giảm chi phí rework và nâng cao chất lượng sản phẩm trước khi giao cho khách hàng.
TÌM HIỂU THÊM: