









HỆ THỐNG XỬ LÝ KHÍ THẢI CHỨA HÓA CHẤT ĐỘC HẠI (SO₂, NOx, CO, H₂S, VOCs,…)
Hệ thống xử lý khí thải chứa hóa chất độc hại là giải pháp công nghệ toàn diện giúp loại bỏ các khí ô nhiễm như SO₂, NOx, CO, H₂S, VOCs, đồng thời kiểm soát hơi dung môi và bụi hóa chất phát sinh trong công nghiệp. Với thiết kế đa tầng hấp thụ, hấp phụ và oxy hóa xúc tác, hệ thống đảm bảo khí đầu ra đạt chuẩn QCVN 19:2009/BTNMT – Cột A.



Trong bối cảnh công nghiệp hóa nhanh chóng, lượng khí thải chứa hóa chất độc hại từ các ngành luyện kim, hóa chất, sơn, xi mạ, dệt nhuộm, và xử lý nước thải ngày càng tăng.
Các khí độc như SO₂, NOx, CO, H₂S, VOCs là nguyên nhân chính gây mưa axit, suy giảm tầng ozone và ảnh hưởng nghiêm trọng đến sức khỏe con người.
Hệ thống xử lý khí thải chứa hóa chất độc hại được xem là giải pháp bắt buộc trong các nhà máy có quy mô phát thải > 5.000 m³/h, giúp loại bỏ 90–99% khí ô nhiễm nhờ công nghệ hấp thụ, hấp phụ và oxy hóa xúc tác.
Các hệ thống này không chỉ giúp doanh nghiệp tuân thủ tiêu chuẩn môi trường mà còn cải thiện điều kiện làm việc, giảm rủi ro PCCC và nâng cao uy tín thương hiệu xanh.
Đặc biệt, việc áp dụng tự động hóa SCADA trong quản lý vận hành cho phép giám sát nồng độ SO₂, NOx, CO, H₂S và VOCs theo thời gian thực, giúp kiểm soát ổn định hiệu suất xử lý ≥ 95%.
Hệ thống được thiết kế module linh hoạt, phù hợp với các ngành có khí thải đặc thù: sơn phủ, hóa chất, luyện kim, xử lý rác và sản xuất vật liệu mới.
2.1 Cấu trúc tổng thể của hệ thống
Một hệ thống xử lý khí thải chứa hóa chất độc hại điển hình bao gồm 7 cụm chính:
- Cụm thu gom và dẫn khí
- Buồng trung hòa sơ cấp
- Tháp rửa khí SO₂ và H₂S
- Buồng oxy hóa xúc tác khử NOx và CO
- Cụm hấp phụ than hoạt tính xử lý VOCs
- Hệ thống khử mù acid (demister)
- Ống khói và bộ giám sát liên tục (CEMS)
Toàn bộ vật liệu chế tạo từ inox 304, composite FRP hoặc nhựa PP chống ăn mòn, chịu nhiệt đến 90°C.
Đường ống dẫn khí có đường kính DN300–DN1.000, vận tốc hút 12–18 m/s, đảm bảo lưu lượng ổn định 5.000–100.000 m³/h.
Các vị trí nối có mặt bích cao su EPDM, gioăng chịu acid và van chặn khí tự động điều khiển bằng PLC.
2.2 Hệ thống thu gom và trung hòa sơ cấp
Khí thải được hút từ khu vực phát sinh qua chụp thu inox hoặc composite. Áp suất hút trung bình 200–500 Pa.
Giai đoạn đầu, dòng khí đi qua buồng trung hòa sơ cấp, nơi phun dung dịch NaOH 1–2% để trung hòa phần acid tự do trong khí.
Tại đây, các phản ứng trung hòa xảy ra nhanh:
SO₂ + 2NaOH → Na₂SO₃ + H₂O
H₂S + 2NaOH → Na₂S + 2H₂O
Hiệu suất khử SO₂ và H₂S sơ cấp đạt 70–80%.
Dung dịch dư được tuần hoàn qua bể lắng 5–10 m³, có cảm biến pH online (sai số ±0,1) và bộ định lượng NaOH tự động.
Hệ thống bơm phun sử dụng đầu phun xoáy (cone nozzle) lưu lượng 2–3 m³/h, áp suất phun 0,3–0,5 MPa.
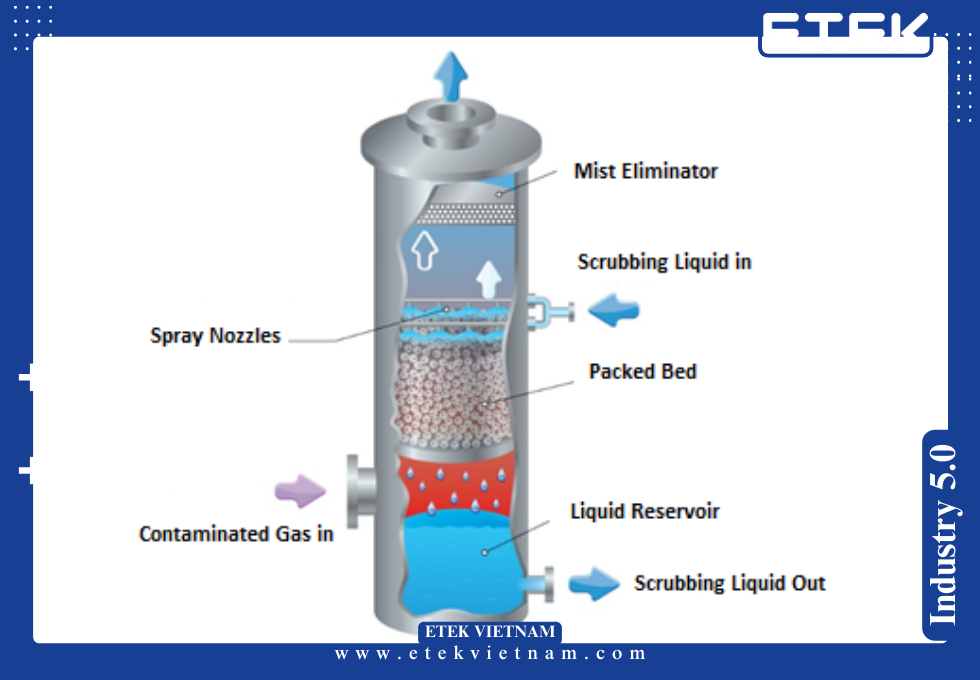
2.3 Tháp rửa khí SO₂, H₂S dạng Venturi – đệm tầng
Đây là “trái tim” của hệ thống xử lý khí thải chứa hóa chất độc hại, chịu trách nhiệm loại bỏ các khí acid và khí khử.
Tháp rửa thường cao 6–12 m, đường kính 1–3 m, chế tạo bằng FRP hoặc PVC chống acid.
Bên trong bố trí đệm Pall Ring Ø50 mm, diện tích bề mặt riêng 250 m²/m³, giúp tăng diện tích tiếp xúc khí – dung dịch.
Dung dịch hấp thụ là NaOH hoặc Na₂CO₃, duy trì pH 9–11, lưu lượng tuần hoàn 10–20 m³/h.
Hiệu suất khử SO₂, H₂S đạt 95–98%.
Bơm tuần hoàn trục đứng 3–7,5 kW, cột áp 15–25 m, lưu lượng điều chỉnh bằng biến tần.
Đầu ra khí sau tháp có nồng độ SO₂ ≤ 50 mg/m³, H₂S ≤ 5 mg/m³, đảm bảo QCVN 19:2009/BTNMT.
Bọt khí acid được khử bằng lớp demister bằng sợi PP, độ dày 100 mm, loại bỏ 99% sương mù acid.
2.4 Buồng oxy hóa xúc tác khử NOx và CO
Đối với khí NOx và CO, giai đoạn oxy hóa xúc tác là bắt buộc.
Khí sau tháp rửa được gia nhiệt đến 250–350°C bằng bộ gia nhiệt điện trở hoặc gas burner, sau đó đi qua lớp xúc tác MnO₂–CuO hoặc V₂O₅/TiO₂.
Phản ứng chính:
2NO + O₂ → 2NO₂ → N₂ + O₂
2CO + O₂ → 2CO₂
Hiệu suất xử lý NOx đạt 90–95%, CO đạt 99%.
Vỏ buồng làm bằng thép SS316, cách nhiệt bằng bông gốm ceramic 50 mm.
Tuổi thọ xúc tác trung bình 12.000–15.000 giờ, tái sinh định kỳ bằng hơi nước hoặc đốt ngược.
Các cảm biến nhiệt, lưu lượng và O₂ online giúp duy trì tỷ lệ không khí dư (λ) = 1,05–1,1, đảm bảo hiệu suất oxy hóa tối đa mà không tạo ozone phụ.
2.5 Cụm hấp phụ than hoạt tính xử lý VOCs
Khí sau khi loại bỏ acid và NOx tiếp tục đi qua cụm hấp phụ than hoạt tính, nơi các hợp chất hữu cơ dễ bay hơi (VOCs) như toluen, xylene, styrene, ethanol được giữ lại.
Buồng hấp phụ có dạng hộp chữ nhật hoặc trụ tròn, diện tích bề mặt tiếp xúc than ≥ 500 m²/m³.
Than hoạt tính dạng hạt hoặc khối tổ ong, hàm lượng carbon ≥ 85%, độ ẩm ≤ 5%.
Lưu lượng khí qua lớp hấp phụ 0,8–1,2 m/s, thời gian tiếp xúc ≥ 1,5 giây, đảm bảo hiệu suất loại bỏ VOCs ≥ 95%.
Khi than bão hòa, hệ thống tự động chuyển sang buồng tái sinh bằng khí nóng 120–150°C.
Nhiệt tái sinh được thu hồi qua bộ trao đổi nhiệt để giảm 15% điện năng tiêu thụ.
Khí sau hấp phụ có nồng độ VOCs ≤ 50 mg/m³, đạt QCVN 19:2009/BTNMT – Cột A.
2.6 Ống khói và hệ thống giám sát liên tục
Khí sạch sau khi xử lý được dẫn qua ống khói cao 15–25 m, lưu lượng 10.000–100.000 m³/h, tốc độ thoát 12–18 m/s.
Ống khói có tích hợp hệ thống CEMS (Continuous Emission Monitoring System) để đo liên tục nồng độ SO₂, NOx, CO, H₂S, VOCs, nhiệt độ và lưu lượng.
Sai số đo của cảm biến ≤ 2%, dữ liệu truyền trực tiếp về Sở Tài nguyên Môi trường.
Phần đế ống khói có cửa lấy mẫu, bộ thu hồi ngưng tụ và cửa bảo dưỡng định kỳ.
Tất cả được điều khiển và lưu trữ bởi PLC trung tâm, đảm bảo vận hành ổn định, không rò rỉ khí.
3.1 Thông số kỹ thuật tổng quát của hệ thống xử lý khí thải chứa hóa chất độc hại
Một hệ thống xử lý khí thải chứa hóa chất độc hại công nghiệp được thiết kế theo tiêu chuẩn kỹ thuật chặt chẽ để đảm bảo hiệu quả xử lý, độ bền thiết bị và an toàn vận hành.
Các thông số cơ bản bao gồm:
| Hạng mục | Thông số kỹ thuật | Ghi chú |
| Lưu lượng xử lý | 5.000 – 120.000 m³/h | Tùy quy mô nhà máy |
| Nhiệt độ khí đầu vào | 20 – 250°C | Có bộ làm mát nếu vượt quá 60°C |
| Áp suất hút | 200 – 1.500 Pa | Quạt ly tâm hút dòng khí |
| Hiệu suất khử SO₂ | ≥ 98% | Tháp hấp thụ NaOH |
| Hiệu suất khử H₂S | ≥ 97% | Phản ứng hóa học + hấp phụ |
| Hiệu suất xử lý NOx | ≥ 90% | Oxy hóa xúc tác |
| Hiệu suất xử lý CO | ≥ 99% | Buồng oxy hóa xúc tác |
| Hiệu suất xử lý VOCs | ≥ 95% | Hấp phụ than hoạt tính |
| Hiệu suất tổng hệ thống | ≥ 96% | Đo bằng tổng COD khí giảm |
| Nồng độ SO₂ sau xử lý | ≤ 50 mg/m³ | Theo QCVN 19:2009/BTNMT |
| Nồng độ NOx sau xử lý | ≤ 100 mg/m³ | |
| Nồng độ CO sau xử lý | ≤ 50 mg/m³ | |
| Nồng độ VOCs sau xử lý | ≤ 50 mg/m³ | |
| Vật liệu chế tạo chính | FRP, PP, PVC, SUS304 | Chống ăn mòn hóa chất |
| Mức tiêu thụ điện | 0,8 – 1,2 kWh/1.000 m³ khí | Có biến tần tiết kiệm điện |
| Mức tiêu thụ dung dịch NaOH | 0,2 – 0,4 lít/m³ khí | Tự động điều chỉnh theo pH |
| Độ ồn vận hành | ≤ 75 dB(A) | Theo ISO 3744 |
| Tuổi thọ trung bình | ≥ 15 năm | Với bảo trì định kỳ |
Hệ thống được thiết kế với hệ số dự phòng lưu lượng 10–15%, bảo đảm hoạt động ổn định khi tải khí tăng đột biến.
Tất cả các cảm biến áp suất, nhiệt độ, pH và lưu lượng đều có đầu ra tín hiệu 4–20 mA, truyền về trung tâm điều khiển PLC để ghi nhận dữ liệu và hiển thị trên HMI.
3.2 Thông số vận hành cho từng loại khí ô nhiễm
3.2.1 Xử lý khí SO₂ và H₂S
Hai loại khí này được xử lý chủ yếu bằng hấp thụ kiềm trong tháp đệm.
Các phản ứng trung hòa xảy ra nhanh, tạo muối Na₂SO₃, Na₂S dễ hòa tan.
- Dung dịch hấp thụ: NaOH 1,5–2%, pH duy trì 9,5–11
- Tốc độ khí qua lớp đệm: 1,2–2,5 m/s
- Áp suất rơi qua tháp: 1.000–1.200 Pa
- Tỷ lệ khí/dung dịch (G/L): 1:2 – 1:3
- Hiệu suất loại bỏ: 95–98%
Hệ thống tuần hoàn dung dịch có cảm biến đo độ dẫn điện (EC) và pH, tự động châm NaOH khi dung dịch mất hoạt tính.
Nhiệt độ dung dịch kiểm soát ≤ 45°C để tránh bay hơi kiềm.
Cặn muối được tách định kỳ qua bể lắng và xả tuần hoàn.
3.2.2 Xử lý khí NOx
NO và NO₂ là hai dạng chính của nhóm NOx. Do NO khó tan trong nước, hệ thống áp dụng quy trình oxy hóa – khử kết hợp xúc tác.
- Nhiệt độ phản ứng: 250–350°C
- Vật liệu xúc tác: MnO₂, V₂O₅/TiO₂
- Tốc độ khí qua lớp xúc tác: 1,0–1,5 m/s
- Thời gian tiếp xúc: 0,8–1,2 giây
- Hiệu suất chuyển hóa: 90–95%
Khí sau khi qua buồng xúc tác được làm nguội bằng trao đổi nhiệt, đảm bảo nhiệt độ ≤ 60°C trước khi đi vào buồng hấp phụ.
Cảm biến nhiệt độ loại K-type theo dõi chính xác ±1°C, tránh vượt ngưỡng gây hư xúc tác.
Khi xúc tác giảm hoạt tính, hệ thống có chế độ tái sinh bằng hơi nước hoặc khí nóng 150°C, kéo dài tuổi thọ lên đến 3 năm.
3.2.3 Xử lý khí CO
CO được oxy hóa thành CO₂ trong cùng buồng xúc tác với NOx.
Công nghệ oxy hóa xúc tác cho phép chuyển đổi gần như hoàn toàn CO → CO₂ mà không sinh ozone phụ.
- Tỷ lệ O₂ dư: λ = 1,05–1,1
- Hiệu suất khử CO: ≥ 99%
- Tốc độ khí: 1,5 m/s
- Áp suất giảm qua buồng: 400–600 Pa
- Nhiệt độ đầu ra: 200–250°C
Nhờ kiểm soát lưu lượng không khí và phân phối đều qua lớp xúc tác tổ ong (honeycomb), hệ thống đảm bảo toàn bộ dòng khí tiếp xúc đồng đều, không tạo vùng chết hoặc tắc nghẽn.
3.2.4 Xử lý VOCs
VOCs (Volatile Organic Compounds) như toluen, xylene, acetone, ethanol được hấp phụ bằng than hoạt tính có diện tích bề mặt ≥ 900 m²/g.
Than hoạt tính tổ ong hoặc hạt trụ được bố trí 2–3 tầng, mỗi tầng dày 300–500 mm.
Hiệu suất xử lý phụ thuộc vào nhiệt độ, độ ẩm và thời gian tiếp xúc.
- Nhiệt độ vận hành: 25–50°C
- Độ ẩm tương đối: ≤ 60%
- Tốc độ khí qua lớp than: 0,8–1,2 m/s
- Thời gian lưu khí: ≥ 1,5 giây
- Hiệu suất hấp phụ VOCs: ≥ 95%
Khi than đạt mức bão hòa, van tự động chuyển dòng sang buồng tái sinh, khí nóng 120–150°C thổi ngược để tách VOCs ra khỏi than.
Khí VOCs đậm đặc sau tái sinh được đốt nhiệt xúc tác, tránh phát thải trở lại môi trường.
Nhờ cơ chế tái sinh tự động, tuổi thọ than kéo dài 1,5–2 năm, tiết kiệm 30–40% chi phí vận hành so với hấp phụ tĩnh.
3.3 Tiêu chuẩn môi trường áp dụng
Mọi hệ thống xử lý khí thải chứa hóa chất độc hại đều phải tuân thủ các tiêu chuẩn môi trường và an toàn nghiêm ngặt, bao gồm:
- QCVN 19:2009/BTNMT – Quy chuẩn quốc gia về khí thải công nghiệp có chứa SO₂, NOx, CO, VOCs.
- QCVN 20:2009/BTNMT – Quy chuẩn về khí thải chứa hợp chất hữu cơ dễ bay hơi.
- TCVN 6980:2001 – Giới hạn nồng độ khí độc tại nơi làm việc.
- ISO 14001:2015 – Hệ thống quản lý môi trường.
- ISO 45001:2018 – An toàn và sức khỏe nghề nghiệp.
- EN 15267-3:2022 – Hiệu chuẩn thiết bị giám sát khí thải tự động (CEMS).
- OSHA 29 CFR 1910.1000 – Tiêu chuẩn khí độc công nghiệp (CO, H₂S, VOCs).
Ngoài ra, với hệ thống xử lý quy mô lớn (>50.000 m³/h), yêu cầu bổ sung chứng nhận an toàn phòng nổ (ATEX) cho khu vực chứa khí VOCs.
3.4 Tiêu chuẩn kỹ thuật chế tạo và an toàn vận hành
Các thiết bị của hệ thống xử lý khí thải chứa hóa chất độc hại phải đáp ứng:
| Bộ phận | Vật liệu chế tạo | Tiêu chuẩn áp dụng |
| Tháp rửa khí | FRP, PVC chống acid | ASTM D3299 |
| Buồng xúc tác | SUS316, cách nhiệt gốm ceramic | ISO 15547-1 |
| Buồng hấp phụ | Thép không gỉ / composite FRP | ISO 2852 |
| Ống dẫn khí | PP, PVC-U, FRP | ASTM D1785 |
| Quạt hút | Thép sơn epoxy / FRP | ISO 5801 |
| Ống khói | Thép CT3 + phủ FRP | ISO 14122-3 |
| Thiết bị điện | PLC Siemens / Schneider | IEC 61131-3 |
| Hệ thống an toàn | Cảm biến khí, báo cháy, van cắt tự động | ATEX 2014/34/EU |
Tất cả thiết bị đều có chứng nhận CO, CQ, và bản vẽ chế tạo, kiểm định mối hàn, độ bền vật liệu theo tiêu chuẩn ASME VIII Division 1.
Mức độ kín khí kiểm tra bằng phương pháp áp lực âm, độ rò rỉ cho phép < 2%.
Buồng xúc tác và hấp phụ có cửa quan sát bằng kính chịu nhiệt borosilicate, chịu nhiệt 400°C.
3.5 Chỉ số hiệu suất (Performance Indicators)
Để đánh giá hiệu quả vận hành của hệ thống, các chỉ số kỹ thuật thường được đo định kỳ:
| Chỉ số | Giá trị trung bình | Mục tiêu kiểm soát |
| OEE (Overall Equipment Efficiency) | ≥ 92% | Hiệu suất tổng thể |
| MTBF (Mean Time Between Failure) | ≥ 1.200 giờ | Thời gian trung bình giữa hai sự cố |
| Tỷ lệ downtime | ≤ 2% | Thời gian ngừng máy |
| Nồng độ SO₂ đầu ra | ≤ 50 mg/m³ | Theo QCVN |
| Nồng độ NOx đầu ra | ≤ 100 mg/m³ | |
| Nồng độ VOCs đầu ra | ≤ 50 mg/m³ | |
| Tiêu thụ NaOH | ≤ 0,35 l/m³ khí | Giảm chi phí hóa chất |
| Hiệu suất năng lượng | ≥ 85% | Quạt và bơm biến tần |
| Tỷ lệ tái sử dụng nước | ≥ 70% | Tuần hoàn dung dịch hấp thụ |
Hệ thống SCADA của ETEK cho phép theo dõi toàn bộ thông số này theo thời gian thực và gửi cảnh báo qua SMS/email khi có thông số vượt ngưỡng, đảm bảo quá trình xử lý luôn đạt chuẩn.
3.6 An toàn và kiểm soát rủi ro
Vì đặc thù khí thải chứa các hợp chất độc hại và dễ cháy, hệ thống xử lý khí thải chứa hóa chất độc hại được trang bị các cơ chế an toàn đa tầng:
- Cảm biến phát hiện H₂S, CO, VOCs tự động cắt quạt hút khi nồng độ >50% LEL.
- Van một chiều và van ngắt khẩn cấp tại đầu vào để ngăn dòng khí ngược.
- Hệ thống tiếp địa chống tĩnh điện, điện trở ≤ 10⁶ Ω.
- Cửa quan sát và cửa xả khẩn thiết kế theo tiêu chuẩn EN 14460:2018 (Explosion Venting).
- Cụm dập lửa tự động bằng CO₂ hoặc khí trơ N₂ tại buồng xúc tác.
- Toàn bộ tủ điều khiển điện đạt chuẩn IP55, cách ly hoàn toàn khỏi vùng khí độc.
Nhờ thiết kế này, ETEK đảm bảo an toàn tuyệt đối cho vận hành, không phát sinh cháy nổ, rò rỉ dung dịch hoặc khí độc ra môi trường xung quanh.
4.1 Lợi ích kỹ thuật và hiệu suất xử lý vượt trội
Hệ thống xử lý khí thải chứa hóa chất độc hại mang lại lợi ích rõ rệt về mặt kỹ thuật, vận hành và an toàn môi trường.
Nhờ thiết kế nhiều tầng xử lý (rửa khí, oxy hóa xúc tác, hấp phụ than hoạt tính), hệ thống có thể loại bỏ đồng thời các khí acid, khí khử và hơi dung môi dễ bay hơi — điều mà các công nghệ đơn tầng không đạt được.
Hiệu suất khử SO₂ và H₂S đạt ≥ 98%, NOx ≥ 90%, CO ≥ 99% và VOCs ≥ 95%.
Dòng khí đầu ra có nồng độ SO₂ ≤ 50 mg/m³, NOx ≤ 100 mg/m³, VOCs ≤ 50 mg/m³, đảm bảo tiêu chuẩn QCVN 19:2009/BTNMT – Cột A.
Độ ồn toàn hệ thống ≤ 75 dB(A), áp suất ổn định trong dải 200–1.000 Pa, đáp ứng yêu cầu an toàn vận hành liên tục 24/7.
Các quạt hút, bơm tuần hoàn và bộ lọc đều được điều khiển bằng biến tần, giúp tiết kiệm đến 15–20% điện năng so với điều khiển cơ khí truyền thống.
Cảm biến pH, lưu lượng và nồng độ khí được kết nối về PLC Siemens hoặc Omron, truyền dữ liệu qua Modbus TCP đến hệ thống SCADA, giúp giám sát và lưu trữ toàn bộ thông số theo thời gian thực.
4.2 Lợi ích kinh tế – tối ưu chi phí vận hành
Đầu tư hệ thống xử lý khí thải chứa hóa chất độc hại giúp doanh nghiệp tiết kiệm chi phí vận hành dài hạn.
Nhờ khả năng tuần hoàn dung dịch hấp thụ và tái sinh than hoạt tính, lượng hóa chất tiêu thụ giảm 30–40% so với hệ thống hở.
Ví dụ, với nhà máy có lưu lượng khí 50.000 m³/h, lượng NaOH tiêu hao trung bình chỉ 0,25 lít/m³, tương đương 12,5 lít/giờ, tiết kiệm khoảng 200–300 triệu đồng/năm.
Cơ chế thu hồi nhiệt thừa từ buồng xúc tác được tận dụng để gia nhiệt khí tái sinh hoặc nước hấp thụ, giảm 10–15% chi phí điện.
Hệ thống vận hành tự động hóa cao, chỉ cần 1–2 nhân công/ca để giám sát, giúp giảm 50–60% chi phí nhân lực so với vận hành thủ công.
Thời gian hoàn vốn trung bình 2–2,5 năm đối với dây chuyền quy mô trung bình, trong khi tuổi thọ hệ thống trên 15 năm.
Khi tính thêm chi phí xử phạt môi trường hoặc gián đoạn sản xuất nếu vi phạm, việc đầu tư hệ thống xử lý trở thành giải pháp bắt buộc và kinh tế nhất.
4.3 Lợi ích môi trường và phát triển bền vững
Với xu hướng sản xuất xanh, việc lắp đặt hệ thống xử lý khí thải chứa hóa chất độc hại là yếu tố cốt lõi để doanh nghiệp đạt chứng nhận ISO 14001 và tuân thủ các yêu cầu ESG (Environmental – Social – Governance).
Hệ thống giúp giảm phát thải SO₂, NOx và VOCs — các khí gây hiệu ứng nhà kính và mưa acid.
Theo đánh giá của ETEK, một nhà máy công suất 100.000 m³/h có thể giảm phát thải CO₂ tương đương 150–200 tấn/năm khi vận hành hệ thống tối ưu năng lượng.
Bùn hóa chất phát sinh sau xử lý được khử nước và chuyển giao cho đơn vị có giấy phép, đảm bảo không gây ô nhiễm thứ cấp.
Nước hấp thụ sau xử lý có thể tuần hoàn lại 70–80%, giúp giảm đáng kể lượng nước cấp.
Toàn bộ vật liệu chế tạo hệ thống (FRP, PP, SUS304) có thể tái chế 80% sau khi hết vòng đời sử dụng, góp phần vào chu trình sản xuất tuần hoàn.
4.4 Lợi ích về an toàn và sức khỏe lao động
Khí H₂S, SO₂, CO, NOx và VOCs đều có ngưỡng độc tính thấp, ảnh hưởng trực tiếp đến hệ hô hấp và thần kinh.
Nhờ hệ thống xử lý khí thải chứa hóa chất độc hại, môi trường làm việc trong nhà máy được cải thiện rõ rệt: nồng độ khí độc trong không gian làm việc giảm dưới ngưỡng OSHA (ví dụ: H₂S ≤ 10 ppm, CO ≤ 25 ppm, VOCs ≤ 50 ppm).
Điều này giúp giảm tỷ lệ bệnh nghề nghiệp và tăng hiệu suất lao động.
Ngoài ra, hệ thống tích hợp cảm biến phát hiện rò rỉ khí và cảnh báo sớm (gas detector), tự động ngắt quạt hút và bơm tuần hoàn khi phát hiện khí vượt ngưỡng, đảm bảo an toàn tuyệt đối cho công nhân vận hành.
Toàn bộ thiết bị điện và motor đạt chuẩn phòng nổ ATEX, tránh phát sinh tia lửa trong môi trường có khí VOCs.
4.5 Ứng dụng trong các ngành công nghiệp
Ngành hóa chất và xi mạ
Ngành xi mạ và hóa chất phát sinh nhiều khí độc như HCl, HF, NH₃, SO₂, NOx.
Hệ thống tháp rửa đa tầng của ETEK có khả năng xử lý đồng thời nhiều thành phần khí acid và bazơ.
Dung dịch hấp thụ có thể là NaOH, Na₂CO₃ hoặc dung dịch trung hòa hỗn hợp, hiệu suất đạt ≥ 98%.
Nhờ đó, khí xả đầu ra đảm bảo không gây ăn mòn mái tôn, thiết bị hoặc ảnh hưởng sức khỏe công nhân.
Ngành luyện kim và sản xuất vật liệu
Các lò đốt, lò luyện gang thép, lò sấy nguyên liệu tạo ra lượng lớn SO₂, NOx và bụi kim loại.
Hệ thống xử lý khí thải chứa hóa chất độc hại được kết hợp cùng cyclone và túi lọc bụi để tách hạt, sau đó khí được trung hòa trong tháp hấp thụ.
Vật liệu FRP chịu nhiệt và chống ăn mòn tốt giúp vận hành ổn định trong môi trường khắc nghiệt.
Nhờ tích hợp oxy hóa xúc tác, khí CO và NOx giảm >90%, cải thiện đáng kể chất lượng khí thải.
Ngành sơn – in – keo – dung môi hữu cơ
Các nhà máy sản xuất sơn, mực in, keo dán phát thải chủ yếu là VOCs.
Hệ thống hấp phụ than hoạt tính tổ ong của ETEK cho phép thu hồi và tái sinh liên tục, giúp xử lý hiệu quả toluen, xylene, styrene, ethanol, methanol…
Lưu lượng khí 10.000–60.000 m³/h, hiệu suất hấp phụ ≥ 95%.
Sau tái sinh, VOCs được dẫn về buồng đốt xúc tác, đảm bảo không tái phát thải ra môi trường.
Ngành xử lý nước thải, sản xuất phân bón và hóa chất vô cơ
Khí H₂S, NH₃ và CO₂ phát sinh từ bể xử lý sinh học hoặc bể điều hòa được thu gom qua ống HDPE, dẫn về hệ thống xử lý khí thải chứa hóa chất độc hại.
Công nghệ hấp thụ bằng NaOCl hoặc NaOH giúp khử mùi H₂S, trong khi than hoạt tính xử lý phần VOCs phát tán.
Hiệu quả khử mùi đạt 90–95%, môi trường xung quanh không còn mùi khó chịu, đáp ứng tiêu chuẩn TCVN 5939:2005.
Ngành năng lượng, đốt rác và pin năng lượng
Khí CO, NOx, SO₂ từ quá trình đốt rác hoặc khí biogas được xử lý bằng kết hợp hấp thụ – xúc tác.
Buồng xúc tác của ETEK chịu nhiệt đến 400°C, có thể khử đồng thời NOx và CO mà không ảnh hưởng đến thành phần khí đốt.
Hệ thống có thể kết hợp thu hồi nhiệt từ buồng oxy hóa để tạo hơi hoặc sấy nguyên liệu, nâng hiệu quả năng lượng tổng thể lên 85–90%.
4.6 Giá trị chiến lược cho doanh nghiệp
Doanh nghiệp đầu tư hệ thống xử lý khí thải chứa hóa chất độc hại không chỉ tuân thủ pháp luật mà còn tạo lợi thế cạnh tranh:
- Đáp ứng tiêu chuẩn môi trường quốc tế (ISO 14001, RoHS, REACH).
- Tăng điểm ESG, thuận lợi trong kêu gọi đầu tư và hợp tác xuất khẩu.
- Giảm chi phí sản xuất và rủi ro xử phạt hành chính.
- Cải thiện hình ảnh thương hiệu xanh, nâng cao uy tín với khách hàng.
Thực tế, các nhà máy sau khi lắp đặt hệ thống của ETEK ghi nhận mức tiêu hao điện giảm 10–12%, lượng hóa chất giảm 25–30%, và chi phí bảo trì hàng năm giảm 20%.
5.1 Giải pháp trọn gói – tối ưu từ thiết kế đến vận hành
ETEK cung cấp hệ thống xử lý khí thải chứa hóa chất độc hại theo mô hình EPC (Engineering – Procurement – Construction), bao gồm khảo sát, thiết kế, chế tạo, lắp đặt, chạy thử, đào tạo và bàn giao hoàn chỉnh.
Nhờ quy trình đồng bộ, doanh nghiệp không cần làm việc với nhiều nhà thầu riêng lẻ, tiết kiệm 15–20% chi phí đầu tư ban đầu.
ETEK sử dụng phần mềm CFD (Computational Fluid Dynamics) để mô phỏng dòng khí và vùng áp suất trong tháp rửa, giúp tối ưu hiệu suất tiếp xúc khí – dung dịch và giảm tổn thất áp.
Hệ thống 3D Plant Layout (AutoCAD Plant 3D) giúp mô phỏng toàn bộ vị trí thiết bị, đường ống, lối bảo dưỡng, đảm bảo tiêu chuẩn an toàn vận hành.
5.2 Công nghệ quốc tế – độ tin cậy cao
Các thiết bị trong hệ thống xử lý khí thải chứa hóa chất độc hại của ETEK được sản xuất hoặc nhập khẩu theo tiêu chuẩn châu Âu, Nhật Bản:
- Tháp rửa Venturi – đệm tầng: hiệu suất 98%, vật liệu FRP chống ăn mòn.
- Buồng oxy hóa xúc tác: cấu trúc tổ ong ceramic, chịu nhiệt 400°C, hiệu suất khử NOx 90%.
- Buồng hấp phụ than hoạt tính: tái sinh tự động bằng khí nóng 120–150°C.
- Hệ thống quạt hút: công suất 7,5–75 kW, hiệu suất động cơ IE3, tiết kiệm năng lượng.
- Tủ điều khiển PLC Siemens S7-1500: tích hợp SCADA, cảnh báo lỗi tự động.
Toàn bộ hệ thống được kiểm tra rò rỉ, thử áp, hiệu chuẩn thiết bị đo trước khi bàn giao.
Các linh kiện chính có chứng nhận CE, ATEX, ISO 9001 và RoHS.
5.3 Dịch vụ bảo trì – giám sát thông minh 24/7
ETEK áp dụng nền tảng ETEK Smart Monitoring, cho phép khách hàng giám sát hiệu suất xử lý từ xa qua Internet.
Hệ thống sẽ cảnh báo khi nồng độ SO₂, NOx, CO, VOCs vượt giới hạn, hoặc khi quạt, bơm có dấu hiệu hoạt động bất thường.
Dữ liệu được lưu trữ 12 tháng, hỗ trợ lập báo cáo định kỳ cho cơ quan quản lý.
Trung tâm kỹ thuật của ETEK trực 24/7, có thể hỗ trợ trực tuyến hoặc cử kỹ sư đến nhà máy trong vòng 12 giờ khi có sự cố khẩn cấp.
5.4 Thiết kế linh hoạt – đáp ứng mọi quy mô
ETEK cung cấp nhiều cấu hình hệ thống xử lý khí thải chứa hóa chất độc hại:
- Loại mini (5.000–10.000 m³/h): phù hợp phòng thí nghiệm, xưởng hóa chất nhỏ.
- Loại trung bình (20.000–50.000 m³/h): dành cho nhà máy xi mạ, sơn, in ấn.
- Loại công nghiệp lớn (60.000–120.000 m³/h): cho luyện kim, hóa dầu, xử lý rác.
Các hệ thống có thể kết hợp tháp rửa tầng, xúc tác khử NOx, hấp phụ VOCs hoặc tích hợp thu hồi nhiệt tùy yêu cầu.
Thiết kế module cho phép mở rộng công suất dễ dàng mà không phải dừng toàn bộ hệ thống.
5.5 Cam kết chất lượng và giá trị khác biệt
ETEK không chỉ cung cấp thiết bị mà còn cam kết hiệu suất xử lý đạt chuẩn QCVN ngay khi bàn giao.
Mỗi hệ thống có hồ sơ kỹ thuật, bản vẽ P&ID, chứng nhận vật liệu, kết quả chạy thử và báo cáo đo khí thải.
ETEK cam kết hỗ trợ kỹ thuật trọn đời, cung cấp phụ tùng chính hãng và nâng cấp phần mềm SCADA miễn phí định kỳ.
Điều này tạo nên sự khác biệt so với các nhà cung cấp thông thường – vốn chỉ dừng ở mức giao hàng thiết bị.
5.6 Hướng đến phát triển xanh cùng doanh nghiệp
Lựa chọn ETEK là lựa chọn giải pháp bền vững, thân thiện môi trường và tiết kiệm năng lượng.
Các hệ thống xử lý khí thải chứa hóa chất độc hại do ETEK triển khai luôn đảm bảo ba yếu tố: hiệu quả kỹ thuật – an toàn vận hành – bảo vệ môi trường.
Công nghệ tiên tiến, tự động hóa và khả năng tối ưu năng lượng giúp doanh nghiệp không chỉ tuân thủ pháp luật mà còn nâng cao hình ảnh thương hiệu xanh.
ETEK cam kết đồng hành cùng doanh nghiệp trong mọi giai đoạn sản xuất, giúp vận hành ổn định, tiết kiệm chi phí và hướng đến nền công nghiệp bền vững.
KẾT LUẬN
Trong thời kỳ sản xuất hiện đại, kiểm soát ô nhiễm khí thải là điều kiện tiên quyết để phát triển bền vững.
Hệ thống xử lý khí thải chứa hóa chất độc hại của ETEK là giải pháp toàn diện – ứng dụng công nghệ tiên tiến, tự động hóa, vật liệu bền bỉ và khả năng xử lý vượt trội.
Lựa chọn ETEK chính là lựa chọn hiệu quả, an toàn và bền vững cho tương lai của doanh nghiệp và môi trường.