
TIÊU CHUẨN VẬN HÀNH DÂY CHUYỀN SƠN AN TOÀN: 8 NGUYÊN TẮC GIẢM TAI NẠN VÀ SỰ CỐ SẢN XUẤT
Tiêu chuẩn vận hành dây chuyền sơn đóng vai trò nền tảng trong việc kiểm soát rủi ro cháy nổ, ngộ độc dung môi và sự cố dừng chuyền trong nhà máy sơn công nghiệp. Khi hệ thống được vận hành theo chuẩn kỹ thuật và quy trình kiểm soát nghiêm ngặt, doanh nghiệp có thể giảm tới 60–80% lỗi thao tác, đồng thời nâng cao tính ổn định của dây chuyền và hiệu quả sản xuất dài hạn.

1. KHUNG TIÊU CHUẨN VẬN HÀNH DÂY CHUYỀN SƠN TRONG NHÀ MÁY CÔNG NGHIỆP
1.1 Vai trò của tiêu chuẩn vận hành dây chuyền sơn trong quản trị rủi ro
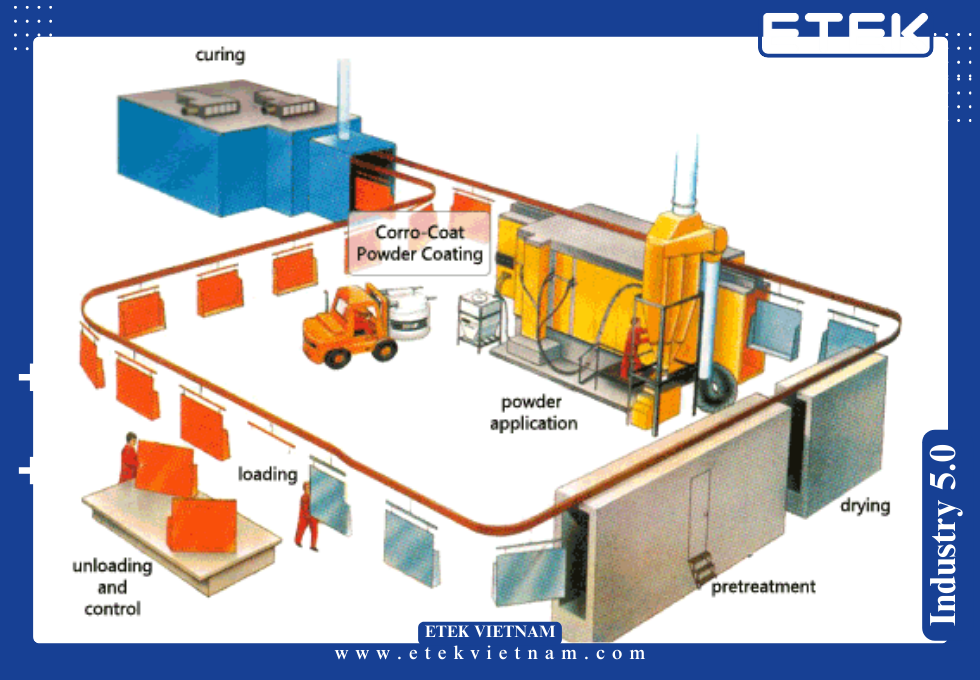
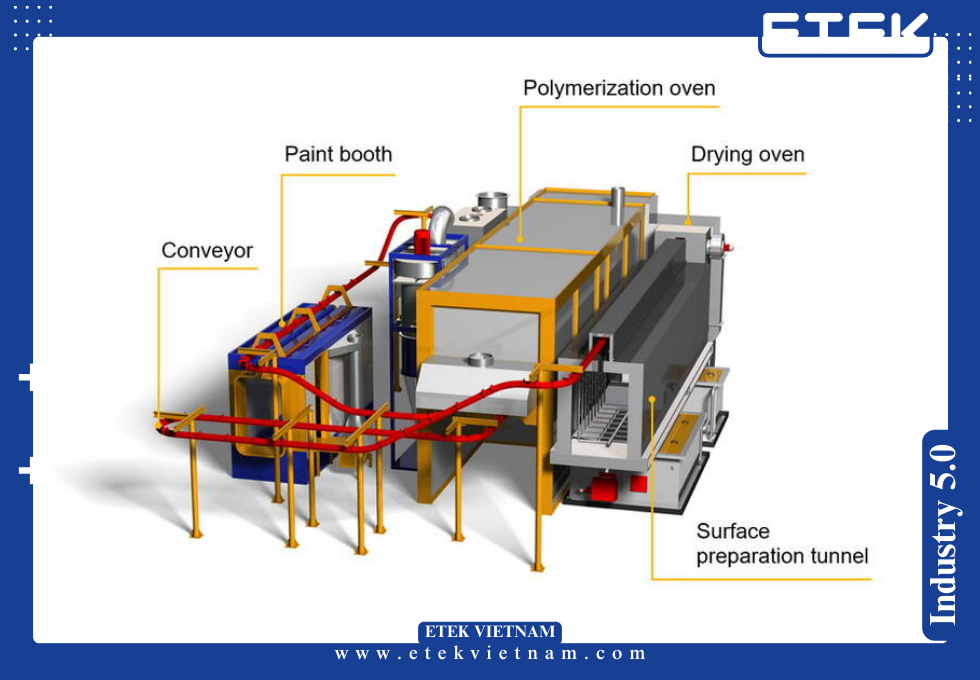
Trong nhà máy sơn công nghiệp, dây chuyền thường bao gồm bồn khuấy phân tán, bồn nghiền bi, hệ thống bơm dung môi, trạm định lượng và hệ thống chiết rót tự động. Nếu thiếu tiêu chuẩn vận hành dây chuyền sơn, các sai lệch nhỏ trong thao tác như tốc độ khuấy, áp suất bơm hoặc trình tự nạp nguyên liệu có thể dẫn đến phản ứng hóa học không ổn định.
Các báo cáo EHS trong ngành cho thấy hơn 45% sự cố sản xuất sơn liên quan đến thao tác vận hành sai quy trình. Điều này đặc biệt nguy hiểm khi làm việc với dung môi dễ cháy như Toluene, Xylene hoặc Butyl Acetate có điểm chớp cháy thấp dưới 30°C.
Do đó, việc xây dựng chuẩn vận hành giúp kiểm soát rủi ro ngay từ đầu, đảm bảo an toàn cho người lao động và thiết bị.
1.2 Cấu trúc SOP dây chuyền sơn theo chuẩn công nghiệp
Một hệ thống SOP dây chuyền sơn tiêu chuẩn thường được xây dựng dựa trên ba lớp kiểm soát chính gồm quy trình vận hành, kiểm soát kỹ thuật và kiểm soát an toàn.
Quy trình vận hành quy định chi tiết từng bước thao tác như thứ tự nạp nguyên liệu, tốc độ khuấy tiêu chuẩn từ 800 đến 1500 rpm, thời gian phân tán pigment từ 20 đến 40 phút và nhiệt độ bồn khuấy tối đa 55°C.
Kiểm soát kỹ thuật bao gồm các thiết bị đo như cảm biến nhiệt PT100, đồng hồ áp suất, hệ thống PLC giám sát và cảnh báo quá tải động cơ.
Kiểm soát an toàn tập trung vào các yêu cầu phòng cháy nổ, thông gió công nghiệp và trang bị bảo hộ cá nhân theo tiêu chuẩn ISO 45001.
1.3 Các tiêu chuẩn EHS áp dụng trong vận hành dây chuyền sơn
Trong ngành hóa chất, tiêu chuẩn EHS vận hành sơn là yếu tố bắt buộc nhằm đảm bảo sức khỏe người lao động và môi trường sản xuất.
Các nhà máy sơn hiện đại thường áp dụng đồng thời nhiều tiêu chuẩn quốc tế như ISO 14001 cho quản lý môi trường, ISO 45001 cho an toàn lao động và NFPA 33 cho hệ thống phun sơn công nghiệp.
Theo NFPA 33, nồng độ hơi dung môi trong khu vực sản xuất không được vượt quá 25% giới hạn nổ dưới LEL. Hệ thống thông gió phải duy trì tốc độ trao đổi khí tối thiểu 0.5 m/s tại khu vực pha trộn dung môi.
Những yêu cầu này giúp giảm nguy cơ cháy nổ và đảm bảo môi trường làm việc ổn định.
1.4 Mối liên hệ giữa tiêu chuẩn vận hành và hiệu suất dây chuyền
Khi doanh nghiệp tuân thủ tiêu chuẩn vận hành dây chuyền sơn, hiệu suất thiết bị tổng thể OEE của dây chuyền thường tăng đáng kể.
Nghiên cứu trong các nhà máy sản xuất sơn cho thấy việc chuẩn hóa thao tác giúp giảm 30% thời gian dừng chuyền ngoài kế hoạch và giảm 25% lỗi chất lượng do sai quy trình.
Ví dụ, kiểm soát tốc độ nghiền pigment trong khoảng 12–15 m/s giúp đảm bảo độ mịn hạt dưới 25 micron, đồng thời tránh hiện tượng quá nhiệt trong bồn nghiền.
Việc vận hành ổn định cũng kéo dài tuổi thọ thiết bị như cánh khuấy, vòng bi và động cơ truyền động.
1.5 Vai trò đào tạo nhân sự trong vận hành an toàn
Đào tạo nhân sự là một thành phần quan trọng của vận hành an toàn sơn trong nhà máy.
Nhân viên vận hành phải được huấn luyện về đặc tính hóa chất, nguy cơ cháy nổ, quy trình thao tác chuẩn và phương án ứng phó sự cố. Theo khuyến nghị của OSHA, thời gian đào tạo an toàn hóa chất tối thiểu nên đạt 24 giờ mỗi năm.
Ngoài ra, doanh nghiệp cần tổ chức kiểm tra định kỳ năng lực vận hành nhằm đảm bảo người lao động tuân thủ đúng quy trình kỹ thuật.
Việc đào tạo thường xuyên giúp giảm đáng kể lỗi thao tác và tăng khả năng xử lý sự cố tại chỗ.
1.6 Hệ thống kiểm tra tuân thủ tiêu chuẩn vận hành
Trong an toàn sản xuất sơn, hệ thống kiểm tra tuân thủ đóng vai trò quan trọng để đảm bảo quy trình được thực hiện đúng.
Các nhà máy thường áp dụng checklist vận hành theo ca sản xuất, bao gồm kiểm tra áp suất bơm, nhiệt độ bồn khuấy, tình trạng hệ thống hút dung môi và độ kín của van.
Dữ liệu vận hành được ghi nhận thông qua hệ thống SCADA hoặc nhật ký vận hành điện tử. Những dữ liệu này giúp bộ phận kỹ thuật phân tích xu hướng và phát hiện sớm các bất thường.
Nhờ đó, doanh nghiệp có thể chủ động phòng ngừa sự cố thay vì xử lý khi tai nạn đã xảy ra.
Để hiểu vận hành trong tổng thể hệ thống sơn, bạn nên đọc bài “Dây chuyền sơn: Cấu tạo, nguyên lý và lựa chọn công nghệ phù hợp ngành công nghiệp”.
2. NGUYÊN TẮC AN TOÀN TRONG TIÊU CHUẨN VẬN HÀNH DÂY CHUYỀN SƠN
2.1 Kiểm soát dung môi dễ cháy trong dây chuyền sơn
Trong quá trình sản xuất, dung môi hữu cơ chiếm từ 30 đến 60% thành phần của nhiều loại sơn công nghiệp. Điều này khiến nguy cơ cháy nổ trở thành rủi ro hàng đầu trong nhà máy.
Do đó, tiêu chuẩn vận hành dây chuyền sơn yêu cầu hệ thống lưu trữ và cấp dung môi phải được thiết kế kín, có van chống cháy ngược và cảm biến phát hiện hơi dung môi.
Nhiệt độ lưu trữ dung môi thường được khuyến nghị dưới 35°C và khu vực bồn chứa phải được nối đất chống tĩnh điện với điện trở nhỏ hơn 10 ohm.
Việc kiểm soát này giúp giảm đáng kể nguy cơ phát sinh tia lửa gây cháy nổ.
2.2 Quản lý nhiệt độ và áp suất trong bồn khuấy
Trong quá trình phân tán pigment và nhựa polymer, nhiệt lượng sinh ra từ ma sát cơ học có thể làm nhiệt độ bồn tăng nhanh.
Một phần quan trọng của SOP dây chuyền sơn là kiểm soát nhiệt độ bồn khuấy không vượt quá giới hạn thiết kế của vật liệu.
Thông thường, nhiệt độ tối đa được duy trì dưới 60°C nhằm tránh bay hơi dung môi mạnh và biến tính polymer.
Áp suất trong hệ thống bơm và đường ống cũng cần duy trì ổn định trong khoảng 2–4 bar để tránh hiện tượng cavitation gây hư hỏng bơm.
2.3 Kiểm soát bụi pigment và hạt rắn
Trong các dây chuyền sản xuất sơn bột hoặc sơn pigment nồng độ cao, bụi pigment có thể gây nguy cơ cháy bụi và ảnh hưởng sức khỏe người lao động.
Theo hướng dẫn của EHS vận hành sơn, nồng độ bụi trong không khí phải được duy trì dưới 10 mg/m³ theo tiêu chuẩn an toàn lao động.
Các hệ thống hút bụi cyclone và bộ lọc túi vải thường được lắp đặt tại khu vực nạp pigment.
Ngoài ra, người lao động cần sử dụng mặt nạ lọc bụi đạt chuẩn N95 hoặc P100 khi làm việc tại khu vực này.
2.4 Hệ thống thông gió và kiểm soát hơi dung môi
Trong vận hành an toàn sơn, thông gió công nghiệp là yếu tố bắt buộc để kiểm soát hơi dung môi phát sinh trong quá trình khuấy trộn và chiết rót.
Các nhà máy thường thiết kế hệ thống hút cục bộ với lưu lượng từ 1500 đến 3000 m³/h cho mỗi bồn trộn.
Mục tiêu là duy trì nồng độ hơi dung môi dưới 10% giới hạn nổ LEL và đảm bảo môi trường làm việc an toàn cho công nhân.
Ngoài ra, các cảm biến VOC liên tục được sử dụng để theo dõi nồng độ hơi dung môi trong không khí.
2.5 Kiểm soát tĩnh điện trong dây chuyền dung môi
Trong các dây chuyền sản xuất sơn dung môi, tích tụ tĩnh điện là một trong những nguyên nhân phổ biến gây cháy nổ. Vì vậy, trong tiêu chuẩn vận hành dây chuyền sơn, toàn bộ thiết bị kim loại như bồn trộn, bồn chứa, đường ống và bơm phải được nối đất theo tiêu chuẩn IEC 60079.
Điện trở nối đất được khuyến nghị nhỏ hơn 10 Ω để đảm bảo khả năng xả điện tích hiệu quả. Ngoài ra, tốc độ dòng chảy dung môi trong đường ống không nên vượt quá 7 m/s nhằm giảm hiện tượng tích điện do ma sát.
Trong các nhà máy hiện đại, hệ thống giám sát điện tích tĩnh được tích hợp vào hệ thống PLC nhằm cảnh báo sớm khi xuất hiện nguy cơ phóng tia lửa.
Việc kiểm soát tĩnh điện là yêu cầu cốt lõi trong vận hành an toàn sơn khi làm việc với dung môi hữu cơ.
2.6 Quản lý an toàn hóa chất trong dây chuyền sơn
Sơn công nghiệp sử dụng nhiều loại hóa chất có mức độ nguy hiểm cao như dung môi thơm, isocyanate, epoxy resin hoặc phụ gia phản ứng.
Theo hướng dẫn của EHS vận hành sơn, toàn bộ hóa chất phải được quản lý theo hệ thống SDS (Safety Data Sheet) và nhãn GHS. Các thùng chứa cần ghi rõ mã CAS, điểm chớp cháy, giới hạn tiếp xúc nghề nghiệp và các cảnh báo nguy hiểm.
Trong khu vực sản xuất, nồng độ dung môi trong không khí phải được kiểm soát dưới giới hạn TLV-TWA do ACGIH quy định. Ví dụ, giới hạn tiếp xúc của Toluene là 20 ppm và Xylene là 100 ppm.
Ngoài ra, hệ thống lưu trữ hóa chất cần có khay chống tràn với dung tích tối thiểu bằng 110% thể tích bồn chứa lớn nhất.
2.7 Quy trình xử lý sự cố và dừng chuyền khẩn cấp
Trong bất kỳ hệ thống công nghiệp nào, khả năng phản ứng nhanh khi xảy ra sự cố đóng vai trò quyết định trong việc giảm thiểu thiệt hại.
Do đó, SOP dây chuyền sơn phải quy định rõ quy trình dừng khẩn cấp (Emergency Shutdown – ESD) cho từng khu vực sản xuất.
Khi phát hiện nồng độ hơi dung môi vượt quá 20% LEL hoặc nhiệt độ bồn khuấy vượt ngưỡng an toàn, hệ thống ESD sẽ tự động ngắt nguồn điện cho động cơ, đóng van dung môi và kích hoạt hệ thống thông gió khẩn cấp.
Ngoài ra, người vận hành phải được đào tạo định kỳ về quy trình xử lý cháy dung môi, rò rỉ hóa chất và tràn sơn.
Việc chuẩn hóa quy trình phản ứng sự cố giúp tăng cường an toàn sản xuất sơn và giảm thiểu thiệt hại cho nhà máy.
3. 8 NGUYÊN TẮC CỐT LÕI TRONG TIÊU CHUẨN VẬN HÀNH DÂY CHUYỀN SƠN
3.1 Nguyên tắc chuẩn hóa thao tác vận hành
Một trong những nền tảng quan trọng của tiêu chuẩn vận hành dây chuyền sơn là chuẩn hóa toàn bộ thao tác sản xuất.
Quy trình cần quy định chi tiết thứ tự nạp nguyên liệu, thời gian khuấy, tốc độ phân tán pigment và các thông số kiểm soát nhiệt độ. Ví dụ, trong dây chuyền phân tán pigment, tốc độ khuấy thường được thiết lập trong khoảng 1200–1800 rpm để đạt độ phân tán tối ưu.
Ngoài ra, thời gian nghiền pigment thường kéo dài từ 30 đến 60 phút tùy theo độ mịn yêu cầu.
Việc chuẩn hóa này giúp giảm sai lệch chất lượng giữa các mẻ sản xuất và tăng tính ổn định của sản phẩm sơn.
3.2 Nguyên tắc kiểm soát thiết bị trước khi vận hành
Trước mỗi ca sản xuất, người vận hành phải kiểm tra toàn bộ thiết bị theo checklist kỹ thuật. Đây là yêu cầu bắt buộc trong vận hành an toàn sơn.
Các hạng mục kiểm tra thường bao gồm tình trạng động cơ khuấy, độ kín của đường ống dung môi, áp suất bơm và hệ thống van an toàn.
Ngoài ra, cảm biến nhiệt độ và cảm biến áp suất phải được hiệu chuẩn định kỳ theo chu kỳ 6 đến 12 tháng.
Nếu phát hiện bất kỳ dấu hiệu bất thường nào như rung động mạnh, rò rỉ dung môi hoặc tiếng ồn lớn, dây chuyền phải được dừng để kiểm tra trước khi tiếp tục vận hành.
Quy trình này giúp giảm đáng kể nguy cơ hỏng hóc thiết bị trong quá trình sản xuất.
3.3 Nguyên tắc kiểm soát thông số công nghệ
Trong dây chuyền sản xuất sơn, các thông số công nghệ ảnh hưởng trực tiếp đến chất lượng sản phẩm và độ an toàn của hệ thống.
Theo SOP dây chuyền sơn, các thông số quan trọng cần được giám sát liên tục bao gồm nhiệt độ bồn khuấy, tốc độ khuấy, áp suất bơm và độ mịn pigment.
Ví dụ, trong quá trình nghiền bi, tốc độ quay của rotor thường nằm trong khoảng 8–12 m/s để đảm bảo lực cắt đủ mạnh nhưng không gây quá nhiệt.
Ngoài ra, độ mịn pigment thường được kiểm tra bằng thước Hegman với yêu cầu dưới 25 micron đối với nhiều loại sơn công nghiệp.
Việc kiểm soát chặt chẽ các thông số này giúp duy trì sự ổn định của dây chuyền.
3.4 Nguyên tắc kiểm soát môi trường sản xuất
Môi trường sản xuất là yếu tố quan trọng trong an toàn sản xuất sơn và ảnh hưởng trực tiếp đến sức khỏe người lao động.
Nhiệt độ trong khu vực sản xuất thường được duy trì trong khoảng 25–32°C để đảm bảo dung môi không bay hơi quá nhanh. Độ ẩm tương đối được khuyến nghị từ 50–70% nhằm hạn chế tích tụ tĩnh điện.
Ngoài ra, hệ thống thông gió phải đảm bảo lưu lượng trao đổi không khí ít nhất 8–12 lần mỗi giờ.
Các cảm biến VOC và cảm biến khí cháy thường được lắp đặt tại khu vực bồn trộn và khu vực chiết rót để phát hiện sớm nguy cơ rò rỉ dung môi.
3.5 Nguyên tắc sử dụng thiết bị bảo hộ cá nhân
Trong EHS vận hành sơn, thiết bị bảo hộ cá nhân (PPE) là lớp bảo vệ cuối cùng cho người lao động.
Nhân viên vận hành dây chuyền cần sử dụng đầy đủ găng tay chống hóa chất, kính bảo hộ, quần áo chống dung môi và mặt nạ lọc hơi hữu cơ.
Các mặt nạ lọc hơi dung môi thường sử dụng phin lọc loại A1 hoặc A2 theo tiêu chuẩn EN 14387.
Ngoài ra, giày bảo hộ chống tĩnh điện cũng được yêu cầu tại khu vực có dung môi dễ cháy.
Việc tuân thủ đầy đủ PPE giúp giảm nguy cơ phơi nhiễm hóa chất trong quá trình sản xuất.
3.6 Nguyên tắc đào tạo và đánh giá năng lực vận hành
Nhân sự vận hành là yếu tố quyết định hiệu quả của tiêu chuẩn vận hành dây chuyền sơn trong thực tế.
Doanh nghiệp cần xây dựng chương trình đào tạo định kỳ bao gồm kiến thức về quy trình sản xuất, an toàn hóa chất và phương pháp xử lý sự cố.
Theo khuyến nghị của OSHA, nhân viên làm việc với hóa chất nguy hiểm cần được đào tạo ít nhất 24 giờ mỗi năm.
Ngoài ra, việc đánh giá năng lực vận hành thông qua kiểm tra lý thuyết và thực hành giúp đảm bảo người lao động nắm vững quy trình kỹ thuật.
Đây là cơ sở quan trọng để duy trì vận hành an toàn sơn trong nhà máy.
3.7 Nguyên tắc giám sát và ghi nhận dữ liệu vận hành
Trong các nhà máy sơn hiện đại, dữ liệu vận hành được thu thập liên tục thông qua hệ thống SCADA và PLC.
Các thông số như nhiệt độ bồn khuấy, tốc độ động cơ, áp suất bơm và nồng độ dung môi đều được lưu trữ để phục vụ phân tích.
Việc theo dõi dữ liệu giúp bộ phận kỹ thuật phát hiện sớm các xu hướng bất thường, từ đó thực hiện bảo trì dự đoán.
Phương pháp này đang trở thành xu hướng quan trọng trong an toàn sản xuất sơn, giúp giảm thời gian dừng chuyền và tối ưu hiệu suất thiết bị.
Thực hành an toàn trong sản xuất được phân tích tại “Vận hành an toàn dây chuyền sơn”.
4. HỆ THỐNG KIỂM SOÁT RỦI RO TRONG TIÊU CHUẨN VẬN HÀNH DÂY CHUYỀN SƠN
4.1 Nhận diện rủi ro trong tiêu chuẩn vận hành dây chuyền sơn
Trong các nhà máy hóa chất, bước đầu tiên để đảm bảo an toàn là nhận diện rủi ro tiềm ẩn trong từng công đoạn sản xuất. Vì vậy, tiêu chuẩn vận hành dây chuyền sơn luôn yêu cầu thực hiện đánh giá rủi ro theo phương pháp HAZOP hoặc FMEA trước khi đưa dây chuyền vào hoạt động.
Phân tích HAZOP giúp xác định các kịch bản nguy hiểm như quá nhiệt bồn trộn, quá áp đường ống hoặc rò rỉ dung môi. Ví dụ, nếu nhiệt độ bồn vượt quá 70°C, dung môi dễ bay hơi có thể tạo hỗn hợp khí dễ cháy trong không khí.
Ngoài ra, việc nhận diện rủi ro còn giúp doanh nghiệp thiết kế các lớp bảo vệ như van an toàn, cảm biến cảnh báo và hệ thống dừng khẩn cấp.
Quá trình này là nền tảng của mọi chương trình an toàn sản xuất sơn trong nhà máy.
4.2 Phân tích nguy cơ cháy nổ trong dây chuyền sơn
Một trong những rủi ro nghiêm trọng nhất trong sản xuất sơn là cháy nổ do dung môi hữu cơ.
Theo nhiều báo cáo kỹ thuật, hơn 70% sự cố trong ngành sơn liên quan đến hơi dung môi tích tụ trong khu vực sản xuất. Vì vậy, trong EHS vận hành sơn, việc kiểm soát nồng độ hơi dung môi là yêu cầu bắt buộc.
Các cảm biến LEL thường được lắp đặt tại khu vực bồn trộn, khu vực nghiền và khu vực chiết rót. Khi nồng độ hơi dung môi đạt 10% LEL, hệ thống sẽ phát cảnh báo. Nếu vượt quá 20% LEL, hệ thống sẽ tự động kích hoạt quy trình dừng chuyền.
Ngoài ra, toàn bộ thiết bị điện trong khu vực sản xuất phải đạt chuẩn chống cháy nổ ATEX hoặc IECEx.
Những yêu cầu kỹ thuật này giúp giảm thiểu rủi ro cháy nổ trong quá trình vận hành an toàn sơn.
4.3 Kiểm soát rò rỉ hóa chất và dung môi
Trong dây chuyền sản xuất sơn, rò rỉ hóa chất có thể xảy ra tại nhiều vị trí như bơm định lượng, khớp nối đường ống hoặc van cấp liệu.
Theo SOP dây chuyền sơn, toàn bộ hệ thống đường ống phải được kiểm tra áp lực định kỳ để phát hiện các điểm yếu có thể gây rò rỉ.
Áp suất thử nghiệm thường được thiết lập ở mức 1.5 lần áp suất vận hành thực tế. Ví dụ, nếu áp suất vận hành là 3 bar thì áp suất thử nghiệm sẽ là 4.5 bar.
Ngoài ra, các khớp nối nhanh cần sử dụng gioăng chịu dung môi như PTFE hoặc Viton để đảm bảo độ kín.
Việc kiểm soát rò rỉ giúp hạn chế thất thoát hóa chất và giảm nguy cơ tai nạn trong an toàn sản xuất sơn.
4.4 Kiểm soát quá tải thiết bị trong dây chuyền
Các thiết bị như máy nghiền bi, bồn khuấy tốc độ cao và bơm dung môi thường hoạt động với công suất lớn trong dây chuyền sản xuất sơn.
Nếu thiết bị bị quá tải, nhiệt độ động cơ có thể tăng nhanh và gây hư hỏng thiết bị. Vì vậy, tiêu chuẩn vận hành dây chuyền sơn yêu cầu lắp đặt hệ thống bảo vệ quá tải cho tất cả các động cơ.
Rơ-le nhiệt thường được cài đặt ở mức 110–120% dòng điện định mức của động cơ. Khi dòng điện vượt quá ngưỡng này trong một khoảng thời gian nhất định, hệ thống sẽ tự động ngắt nguồn điện.
Ngoài ra, cảm biến rung cũng được sử dụng để phát hiện sớm các dấu hiệu hỏng vòng bi hoặc lệch trục.
Những biện pháp này giúp tăng tuổi thọ thiết bị và đảm bảo vận hành an toàn sơn.
4.5 Kiểm soát tắc nghẽn trong hệ thống đường ống
Trong quá trình sản xuất sơn, các hạt pigment hoặc phụ gia có thể gây tắc nghẽn đường ống nếu hệ thống không được thiết kế phù hợp.
Do đó, trong SOP dây chuyền sơn, đường kính ống thường được thiết kế lớn hơn ít nhất 20% so với kích thước hạt pigment lớn nhất.
Ngoài ra, hệ thống bơm tuần hoàn thường được sử dụng để giữ cho hỗn hợp sơn luôn ở trạng thái lưu động.
Áp suất chênh lệch giữa đầu vào và đầu ra của đường ống cũng được theo dõi liên tục. Nếu chênh lệch áp suất vượt quá 1.5 bar, hệ thống sẽ phát cảnh báo tắc nghẽn.
Việc kiểm soát tắc nghẽn giúp duy trì sự ổn định của dây chuyền và giảm nguy cơ dừng chuyền đột ngột.
4.6 Kiểm soát an toàn trong khu vực chiết rót
Khu vực chiết rót là nơi có mật độ dung môi cao và thường xuyên phát sinh hơi dung môi.
Trong EHS vận hành sơn, khu vực này phải được trang bị hệ thống thông gió cục bộ với lưu lượng hút tối thiểu 2000 m³/h cho mỗi trạm chiết rót.
Ngoài ra, hệ thống chiết rót tự động thường sử dụng cảm biến trọng lượng load cell với độ chính xác ±0.1% để đảm bảo định lượng chính xác.
Tốc độ chiết rót cũng được kiểm soát trong khoảng 5–15 lít/phút nhằm hạn chế tạo bọt và phát sinh hơi dung môi.
Việc kiểm soát khu vực chiết rót đóng vai trò quan trọng trong an toàn sản xuất sơn.
4.7 Kiểm soát bảo trì và bảo dưỡng thiết bị
Bảo trì định kỳ là yếu tố quan trọng giúp duy trì hiệu suất của dây chuyền sản xuất.
Theo tiêu chuẩn vận hành dây chuyền sơn, các thiết bị quan trọng như máy nghiền, bơm dung môi và động cơ khuấy cần được bảo dưỡng theo chu kỳ 3 đến 6 tháng.
Các hạng mục bảo trì thường bao gồm kiểm tra vòng bi, thay dầu bôi trơn, kiểm tra độ mòn của cánh khuấy và hiệu chuẩn cảm biến.
Ngoài ra, hệ thống quản lý bảo trì CMMS thường được sử dụng để theo dõi lịch bảo dưỡng và ghi nhận lịch sử sửa chữa.
Nhờ đó, doanh nghiệp có thể giảm đáng kể nguy cơ hỏng hóc thiết bị trong quá trình vận hành an toàn sơn.

5. KIỂM TRA VÀ ĐÁNH GIÁ TUÂN THỦ TIÊU CHUẨN VẬN HÀNH DÂY CHUYỀN SƠN
5.1 Hệ thống checklist kiểm tra vận hành
Để đảm bảo tiêu chuẩn vận hành dây chuyền sơn được thực hiện đúng trong thực tế, các nhà máy thường xây dựng hệ thống checklist kiểm tra theo từng ca sản xuất.
Checklist vận hành bao gồm các nội dung như kiểm tra áp suất bơm, nhiệt độ bồn trộn, tình trạng van an toàn và hệ thống thông gió.
Các thông số vận hành được ghi nhận trong nhật ký sản xuất hoặc hệ thống dữ liệu điện tử.
Việc ghi nhận dữ liệu giúp bộ phận kỹ thuật theo dõi sự ổn định của dây chuyền và phát hiện sớm các sai lệch.
Quy trình này là một phần quan trọng của chương trình an toàn sản xuất sơn.
5.2 Đánh giá nội bộ trong vận hành an toàn sơn
Đánh giá nội bộ là phương pháp phổ biến để kiểm tra mức độ tuân thủ quy trình vận hành trong nhà máy.
Trong chương trình vận hành an toàn sơn, các cuộc đánh giá nội bộ thường được thực hiện mỗi 6 tháng.
Nhóm đánh giá sẽ kiểm tra hồ sơ vận hành, tình trạng thiết bị và việc tuân thủ quy định an toàn lao động.
Các sai lệch được ghi nhận và phân loại theo mức độ nghiêm trọng nhằm đưa ra biện pháp khắc phục phù hợp.
Quá trình đánh giá nội bộ giúp doanh nghiệp cải thiện liên tục hệ thống quản lý an toàn.
5.3 Kiểm tra tuân thủ EHS trong nhà máy sơn
Trong hệ thống quản lý EHS vận hành sơn, việc kiểm tra tuân thủ đóng vai trò quan trọng nhằm đảm bảo môi trường làm việc an toàn.
Các cuộc kiểm tra thường tập trung vào việc sử dụng thiết bị bảo hộ cá nhân, quản lý hóa chất và hệ thống phòng cháy chữa cháy.
Ngoài ra, việc kiểm tra còn bao gồm đánh giá nồng độ dung môi trong không khí, mức độ tiếng ồn và điều kiện thông gió.
Kết quả kiểm tra sẽ được sử dụng để cải tiến quy trình và nâng cao hiệu quả của tiêu chuẩn vận hành dây chuyền sơn.
Việc áp dụng tiêu chuẩn chỉ hiệu quả khi gắn với “Đào tạo an toàn sơn cho nhân sự vận hành”.
6. CÁC CHỈ SỐ KPI TRONG TIÊU CHUẨN VẬN HÀNH DÂY CHUYỀN SƠN
6.1 Chỉ số tai nạn lao động trong an toàn sản xuất sơn
Một trong những chỉ số quan trọng nhất khi áp dụng tiêu chuẩn vận hành dây chuyền sơn là tần suất tai nạn lao động. Chỉ số này thường được đo bằng LTIFR (Lost Time Injury Frequency Rate).
Công thức LTIFR được tính bằng số vụ tai nạn gây mất thời gian lao động trên mỗi một triệu giờ làm việc. Trong ngành hóa chất, LTIFR dưới 1.0 được xem là mức an toàn tốt.
Khi doanh nghiệp triển khai quy trình vận hành chuẩn và đào tạo nhân sự đầy đủ, chỉ số tai nạn có thể giảm từ 30 đến 50%.
Nhờ đó, hệ thống an toàn sản xuất sơn được duy trì ổn định và giảm thiểu chi phí phát sinh do tai nạn lao động.
6.2 Chỉ số dừng chuyền ngoài kế hoạch
Trong vận hành nhà máy sơn, thời gian dừng chuyền ngoài kế hoạch có thể gây tổn thất lớn về sản lượng và chi phí vận hành.
Theo nhiều báo cáo sản xuất, nếu không tuân thủ tiêu chuẩn vận hành dây chuyền sơn, thời gian dừng chuyền có thể chiếm tới 10–15% tổng thời gian vận hành.
Các nguyên nhân phổ biến bao gồm lỗi thao tác, tắc nghẽn đường ống, quá tải thiết bị hoặc rò rỉ dung môi.
Do đó, doanh nghiệp thường đặt mục tiêu giảm thời gian dừng chuyền xuống dưới 5% tổng thời gian sản xuất.
Việc áp dụng quy trình chuẩn trong vận hành an toàn sơn giúp dây chuyền hoạt động ổn định hơn và giảm nguy cơ gián đoạn sản xuất.
6.3 Chỉ số hiệu suất thiết bị tổng thể OEE
OEE (Overall Equipment Effectiveness) là chỉ số phổ biến để đánh giá hiệu suất của dây chuyền sản xuất công nghiệp.
Trong các nhà máy sơn hiện đại, OEE thường được sử dụng để theo dõi hiệu quả của SOP dây chuyền sơn.
OEE được tính dựa trên ba yếu tố chính gồm độ sẵn sàng của thiết bị, hiệu suất vận hành và chất lượng sản phẩm.
Một dây chuyền sản xuất được xem là hoạt động hiệu quả khi OEE đạt trên 80%.
Việc tuân thủ đúng quy trình vận hành giúp giảm lỗi thao tác, hạn chế dừng máy và cải thiện hiệu suất tổng thể của dây chuyền.
6.4 Chỉ số tiêu thụ năng lượng trong dây chuyền sơn
Năng lượng tiêu thụ là một yếu tố quan trọng ảnh hưởng đến chi phí vận hành nhà máy.
Trong hệ thống tiêu chuẩn vận hành dây chuyền sơn, việc theo dõi mức tiêu thụ điện của các thiết bị như máy nghiền, bơm dung môi và hệ thống thông gió là yêu cầu cần thiết.
Ví dụ, một máy nghiền bi công suất 45 kW có thể tiêu thụ khoảng 35–40 kWh trong mỗi giờ vận hành.
Nếu hệ thống vận hành không tối ưu, mức tiêu thụ năng lượng có thể tăng thêm 10–20%.
Việc giám sát năng lượng giúp doanh nghiệp cải thiện hiệu suất của dây chuyền và giảm chi phí sản xuất.
6.5 Chỉ số kiểm soát phát thải dung môi
Trong EHS vận hành sơn, phát thải dung môi là một trong những vấn đề môi trường quan trọng.
Các nhà máy sơn thường theo dõi chỉ số VOC (Volatile Organic Compounds) để đánh giá mức độ phát thải dung môi ra môi trường.
Theo nhiều quy định môi trường, nồng độ VOC trong khí thải công nghiệp thường phải được kiểm soát dưới 100 mg/Nm³.
Hệ thống xử lý khí thải thường sử dụng công nghệ hấp phụ than hoạt tính hoặc đốt xúc tác để giảm phát thải dung môi.
Việc kiểm soát VOC giúp doanh nghiệp tuân thủ quy định môi trường và nâng cao hiệu quả an toàn sản xuất sơn.
6.6 Chỉ số chất lượng sản phẩm sơn
Ngoài yếu tố an toàn, chất lượng sản phẩm cũng là tiêu chí quan trọng khi đánh giá hiệu quả của tiêu chuẩn vận hành dây chuyền sơn.
Các chỉ số chất lượng phổ biến trong sản xuất sơn bao gồm độ mịn pigment, độ nhớt, độ phủ và độ bền màng sơn.
Độ mịn pigment thường được kiểm tra bằng thước Hegman với yêu cầu dưới 25 micron đối với nhiều loại sơn công nghiệp.
Độ nhớt sản phẩm có thể được đo bằng viscometer Brookfield với giá trị dao động từ 80 đến 120 KU tùy loại sơn.
Việc kiểm soát các thông số này giúp đảm bảo sản phẩm đạt chất lượng ổn định giữa các mẻ sản xuất.
7. ỨNG DỤNG CÔNG NGHỆ TRONG TIÊU CHUẨN VẬN HÀNH DÂY CHUYỀN SƠN
7.1 Tự động hóa dây chuyền sản xuất sơn
Trong nhiều nhà máy hiện đại, tự động hóa đang trở thành xu hướng quan trọng nhằm nâng cao hiệu quả sản xuất.
Khi tích hợp hệ thống điều khiển PLC và SCADA, tiêu chuẩn vận hành dây chuyền sơn có thể được thực hiện một cách chính xác và đồng nhất.
Các thông số như tốc độ khuấy, nhiệt độ bồn trộn và áp suất bơm được kiểm soát tự động theo chương trình đã thiết lập.
Ngoài ra, hệ thống còn có khả năng ghi nhận dữ liệu vận hành và cảnh báo khi thông số vượt ngưỡng an toàn.
Nhờ đó, doanh nghiệp có thể nâng cao độ ổn định của vận hành an toàn sơn.
7.2 Giám sát dữ liệu vận hành theo thời gian thực
Trong các nhà máy sơn công nghiệp, dữ liệu vận hành đóng vai trò quan trọng trong việc tối ưu hóa sản xuất.
Hệ thống SCADA cho phép thu thập và hiển thị dữ liệu từ hàng trăm cảm biến trong dây chuyền.
Các thông số như nhiệt độ, áp suất, lưu lượng dung môi và tốc độ động cơ đều được theo dõi theo thời gian thực.
Việc phân tích dữ liệu giúp bộ phận kỹ thuật phát hiện sớm các dấu hiệu bất thường và điều chỉnh quy trình.
Phương pháp này giúp cải thiện hiệu quả của SOP dây chuyền sơn trong thực tế.
7.3 Ứng dụng bảo trì dự đoán trong dây chuyền sơn
Bảo trì dự đoán là một xu hướng mới trong quản lý thiết bị công nghiệp.
Trong hệ thống EHS vận hành sơn, các cảm biến rung và cảm biến nhiệt thường được sử dụng để theo dõi tình trạng của động cơ và vòng bi.
Dữ liệu từ cảm biến được phân tích bằng phần mềm nhằm dự đoán thời điểm thiết bị có nguy cơ hỏng hóc.
Nhờ đó, doanh nghiệp có thể thực hiện bảo trì trước khi sự cố xảy ra.
Phương pháp này giúp giảm đáng kể thời gian dừng chuyền và nâng cao an toàn sản xuất sơn.
7.4 Ứng dụng chuyển đổi số trong quản lý vận hành
Chuyển đổi số đang giúp các nhà máy cải thiện hiệu quả quản lý sản xuất.
Nhiều doanh nghiệp đã áp dụng hệ thống MES (Manufacturing Execution System) để quản lý dữ liệu vận hành và sản xuất.
Hệ thống MES giúp kết nối dữ liệu từ dây chuyền sản xuất với hệ thống ERP của doanh nghiệp.
Nhờ đó, các thông tin về sản lượng, tiêu thụ nguyên liệu và hiệu suất thiết bị được cập nhật liên tục.
Việc áp dụng công nghệ số giúp nâng cao hiệu quả của tiêu chuẩn vận hành dây chuyền sơn và hỗ trợ ra quyết định nhanh chóng.
KẾT LUẬN
Việc xây dựng và áp dụng tiêu chuẩn vận hành dây chuyền sơn là yếu tố quan trọng giúp các nhà máy sản xuất sơn giảm thiểu tai nạn lao động, nâng cao hiệu suất thiết bị và đảm bảo chất lượng sản phẩm.
Thông qua các nguyên tắc kiểm soát rủi ro, quy trình vận hành chuẩn và hệ thống giám sát hiện đại, doanh nghiệp có thể duy trì hoạt động sản xuất ổn định trong thời gian dài.
Bên cạnh đó, việc kết hợp đào tạo nhân sự, kiểm tra tuân thủ và ứng dụng công nghệ tự động hóa giúp nâng cao hiệu quả của vận hành an toàn sơn, đảm bảo môi trường làm việc an toàn và bền vững.
Trong bối cảnh ngành công nghiệp sơn ngày càng phát triển, việc tuân thủ nghiêm ngặt các quy trình SOP dây chuyền sơn, tiêu chuẩn EHS vận hành sơn và chương trình an toàn sản xuất sơn sẽ trở thành nền tảng quan trọng giúp doanh nghiệp nâng cao năng lực cạnh tranh và phát triển lâu dài.
TÌM HIỂU THÊM: