
TIÊU CHUẨN ĐIỆN DÂY CHUYỀN SƠN: 8 YÊU CẦU NỐI ĐẤT VÀ AN TOÀN ĐỂ PHÒNG RỦI RO
tiêu chuẩn điện dây chuyền sơn là nền tảng quan trọng trong thiết kế và vận hành hệ thống sơn công nghiệp. Khi thiết bị phun sơn, buồng sơn và hệ thống băng tải hoạt động liên tục, nguy cơ tích điện tĩnh, rò điện và phát sinh tia lửa có thể dẫn đến cháy nổ dung môi. Việc tuân thủ các tiêu chuẩn kỹ thuật về nối đất, bảo vệ điện và kiểm soát điện áp giúp đảm bảo an toàn sản xuất, ổn định chất lượng lớp phủ và đáp ứng yêu cầu nghiệm thu hệ thống điện công nghiệp.

1. Tổng quan tiêu chuẩn điện dây chuyền sơn trong thiết kế hệ thống
1.1 Vai trò của tiêu chuẩn điện dây chuyền sơn trong nhà máy sơn
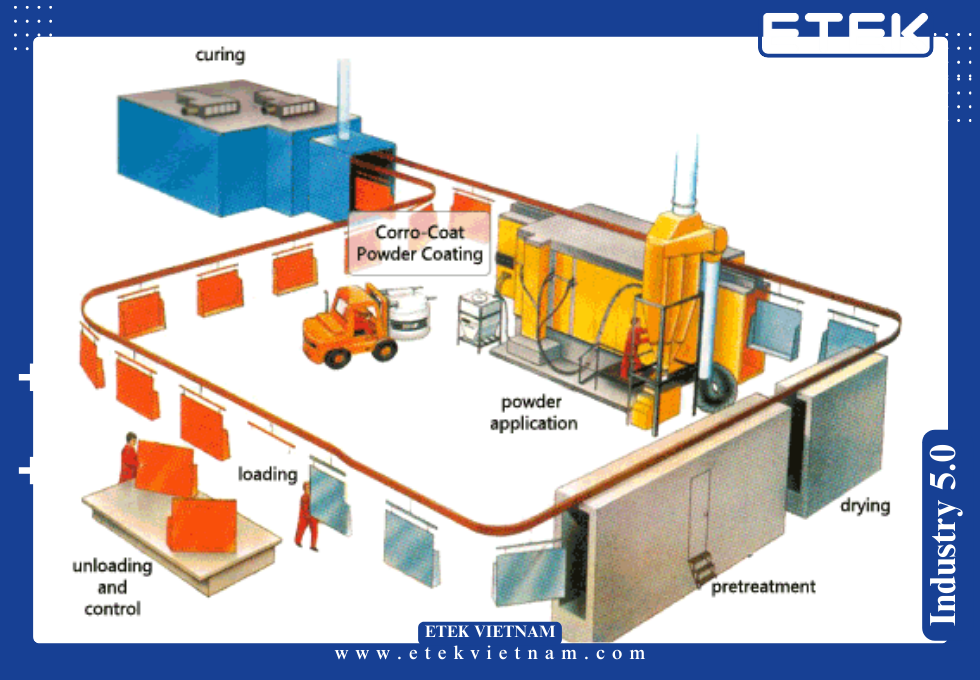
Trong các nhà máy sơn công nghiệp, tiêu chuẩn điện dây chuyền sơn đóng vai trò đảm bảo toàn bộ thiết bị vận hành ổn định và an toàn. Các khu vực như buồng phun sơn, lò sấy, băng tải treo và hệ thống cấp sơn đều sử dụng điện công suất lớn.
Nguồn điện thường ở mức 3 pha 380V – 50Hz, dòng tải dao động 80A đến 400A tùy quy mô dây chuyền. Nếu hệ thống điện thiết kế không đạt chuẩn, hiện tượng phóng điện tĩnh hoặc rò điện có thể xảy ra khi sơn dung môi bay hơi.
Do đó các tiêu chuẩn điện cần tuân theo IEC 60364, TCVN 7447 và các quy chuẩn phòng cháy nổ trong môi trường dung môi hữu cơ.
1.2 Phân loại khu vực nguy hiểm trong tiêu chuẩn điện sơn
Trong tiêu chuẩn điện sơn, khu vực dây chuyền được chia thành nhiều vùng nguy hiểm khác nhau.
Vùng Zone 0 là khu vực có hơi dung môi luôn tồn tại, thường xuất hiện trong bể sơn hoặc hệ thống trộn sơn kín.
Zone 1 là khu vực buồng phun sơn nơi hơi dung môi xuất hiện trong quá trình vận hành.
Zone 2 là khu vực lân cận như hệ thống băng tải và khu vực cấp sơn.
Việc phân vùng này quyết định loại thiết bị điện chống cháy nổ cần sử dụng như motor Ex d, đèn chống cháy nổ IP66 hoặc cảm biến an toàn.
1.3 Yêu cầu điện áp và tải trong điện công nghiệp sơn
Trong điện công nghiệp sơn, tải điện thường tập trung ở các thiết bị sau.
Motor quạt hút buồng sơn công suất từ 5kW đến 30kW.
Lò sấy nhiệt điện trở hoặc burner gas có công suất nhiệt tương đương 100kW đến 500kW.
Hệ thống băng tải treo sử dụng motor giảm tốc từ 1.5kW đến 5.5kW.
Nguồn cấp cho súng sơn tĩnh điện thường có điện áp 60kV đến 100kV.
Vì vậy hệ thống điện cần thiết kế tủ MCC, tủ phân phối DB và bảo vệ quá tải bằng MCCB hoặc ACB phù hợp.
1.4 Tiêu chuẩn dây dẫn trong tiêu chuẩn điện dây chuyền sơn
Dây dẫn trong tiêu chuẩn điện dây chuyền sơn phải đáp ứng khả năng chịu nhiệt, chịu hóa chất và chống cháy.
Các loại cáp thường sử dụng gồm cáp đồng bọc XLPE hoặc PVC chống cháy FR.
Tiết diện dây được lựa chọn dựa trên dòng tải.
Ví dụ:
Cáp 4×16 mm² cho tải 70A
Cáp 4×35 mm² cho tải 125A
Cáp 4×95 mm² cho tải 250A
Tất cả dây dẫn trong khu vực buồng sơn phải đi trong ống thép mạ kẽm hoặc ống conduit chống cháy.
1.5 Hệ thống tủ điện điều khiển trong điện công nghiệp sơn
Trong hệ thống điện công nghiệp sơn, tủ điện điều khiển là trung tâm quản lý toàn bộ dây chuyền.
Tủ điều khiển thường gồm PLC, biến tần VFD, contactor và relay bảo vệ.
PLC điều khiển trình tự hoạt động giữa buồng sơn, quạt hút và lò sấy.
Biến tần điều chỉnh tốc độ băng tải từ 0.5 đến 3 m/phút.
Ngoài ra hệ thống còn tích hợp cảm biến nhiệt PT100 và cảm biến áp suất để kiểm soát quá trình sấy.
1.6 Các tiêu chuẩn quốc tế áp dụng cho tiêu chuẩn điện sơn
Để đảm bảo tiêu chuẩn điện sơn, nhiều dự án dây chuyền áp dụng đồng thời các tiêu chuẩn quốc tế.
IEC 60079 cho thiết bị điện trong môi trường dễ cháy nổ.
NFPA 33 cho hệ thống phun sơn công nghiệp.
ISO 80079 cho phòng chống cháy nổ.
ATEX Directive 2014/34/EU cho thiết bị chống cháy nổ tại châu Âu.
Việc áp dụng đồng thời nhiều tiêu chuẩn giúp hệ thống đạt yêu cầu kiểm định và nghiệm thu trong các nhà máy sản xuất lớn.
Để hiểu hệ thống điện trong tổng thể dây chuyền sơn, bạn nên xem bài “Dây chuyền sơn: Cấu tạo, nguyên lý và lựa chọn công nghệ phù hợp ngành công nghiệp”.
2. Yêu cầu nối đất dây chuyền sơn để kiểm soát tĩnh điện
2.1 Nguy cơ tích điện trong hệ thống sơn công nghiệp
Trong quá trình phun sơn, các hạt sơn bị ion hóa và mang điện tích cao. Điều này đặc biệt phổ biến trong hệ thống sơn tĩnh điện.
Nếu các thiết bị kim loại không được nối đất đúng cách, điện tích có thể tích tụ lên bề mặt băng tải, giá treo hoặc buồng sơn.
Khi điện tích vượt quá 20kV, nguy cơ phát sinh tia lửa điện sẽ tăng mạnh.
Trong môi trường có hơi dung môi như toluene hoặc xylene, tia lửa nhỏ cũng có thể gây cháy nổ.
Do đó nối đất dây chuyền sơn là yêu cầu bắt buộc trong thiết kế hệ thống.
2.2 Điện trở nối đất tiêu chuẩn trong nối đất dây chuyền sơn
Theo quy định kỹ thuật, điện trở nối đất của hệ thống nối đất dây chuyền sơn phải nhỏ hơn 10 ohm.
Trong các nhà máy có yêu cầu chống tĩnh điện cao, giá trị này cần giảm xuống 4 ohm hoặc thấp hơn.
Điện trở được đo bằng thiết bị Megger Earth Tester với dòng kiểm tra 10A.
Các điểm cần nối đất bao gồm:
khung buồng sơn
băng tải treo
bơm sơn
tủ điện
ống dẫn sơn kim loại
Tất cả điểm nối đất phải liên kết về thanh cái tiếp địa trung tâm.
2.3 Vật liệu hệ thống nối đất dây chuyền sơn
Hệ thống nối đất dây chuyền sơn thường sử dụng cọc thép mạ đồng hoặc đồng nguyên chất.
Cọc tiếp địa phổ biến có kích thước:
D14 chiều dài 2.4m
D16 chiều dài 3m
Dây nối đất sử dụng cáp đồng trần tiết diện từ 25mm² đến 70mm².
Các điểm nối phải hàn hóa nhiệt hoặc sử dụng kẹp đồng chuyên dụng để đảm bảo điện trở tiếp xúc thấp.
Việc sử dụng vật liệu đúng chuẩn giúp hệ thống duy trì ổn định trong môi trường ẩm và hóa chất.
2.4 Kiểm tra định kỳ hệ thống nối đất
Để đảm bảo hiệu quả của nối đất dây chuyền sơn, hệ thống cần được kiểm tra định kỳ mỗi 6 đến 12 tháng.
Quy trình kiểm tra gồm đo điện trở đất, kiểm tra mối nối và đánh giá tình trạng ăn mòn của cọc tiếp địa.
Nếu điện trở tăng vượt quá 20% so với giá trị ban đầu, cần bổ sung cọc hoặc cải tạo hệ thống tiếp địa.
Các nhà máy lớn thường ghi nhận dữ liệu này trong hồ sơ quản lý an toàn điện.
2.5 Liên kết nối đất giữa thiết bị và kết cấu nhà xưởng
Một yêu cầu quan trọng trong nối đất dây chuyền sơn là liên kết tất cả thiết bị kim loại với hệ thống tiếp địa chung.
Điều này bao gồm:
khung thép buồng sơn
băng tải treo
giá treo sản phẩm
bơm sơn
đường ống kim loại
Các dây nối đất thường sử dụng dây đồng mềm 16mm² hoặc 25mm².
Liên kết đồng bộ giúp giảm sự chênh lệch điện thế giữa các thiết bị.
2.6 Kiểm soát tĩnh điện trong hệ thống sơn tĩnh điện
Trong dây chuyền sơn tĩnh điện, điện áp súng phun có thể đạt 60kV đến 100kV.
Nếu hệ thống tiếp địa không tốt, điện tích sẽ tích tụ trên bề mặt chi tiết.
Khi người vận hành chạm vào sản phẩm, tia lửa có thể xuất hiện.
Do đó các hệ thống an toàn điện sơn thường yêu cầu điện trở nối đất của giá treo nhỏ hơn 1 megaohm để đảm bảo dòng điện thoát nhanh.
2.7 Kiểm soát điện thế chênh lệch trong nối đất dây chuyền sơn
Trong thực tế vận hành, một trong những rủi ro lớn của hệ thống nối đất dây chuyền sơn là xuất hiện điện thế chênh lệch giữa các thiết bị kim loại. Khi các thiết bị như băng tải treo, khung buồng sơn và hệ thống bơm sơn không được nối về cùng một điểm tiếp địa, điện áp chênh lệch có thể đạt từ 50V đến 300V.
Trong môi trường có hơi dung môi hữu cơ dễ cháy như MEK, acetone hoặc xylene, chỉ cần tia lửa điện năng lượng 0.2 mJ cũng có thể gây cháy nổ. Vì vậy hệ thống nối đất cần thiết kế theo nguyên tắc equipotential bonding, nghĩa là tất cả kết cấu kim loại được liên kết về cùng một thanh cái tiếp địa.

3. Yêu cầu an toàn điện sơn để phòng chống cháy nổ
3.1 Nguy cơ cháy nổ trong hệ thống an toàn điện sơn
Trong các dây chuyền sơn dung môi, nguy cơ cháy nổ chủ yếu xuất phát từ hỗn hợp hơi dung môi và không khí. Khi nồng độ hơi dung môi đạt từ 1.2% đến 7% thể tích, hỗn hợp này có thể bốc cháy nếu gặp tia lửa điện.
Do đó các hệ thống an toàn điện sơn phải được thiết kế nhằm loại bỏ nguồn phát sinh tia lửa điện. Điều này bao gồm kiểm soát điện tĩnh, hạn chế hiện tượng hồ quang điện trong contactor và đảm bảo tất cả thiết bị điện đều đạt cấp bảo vệ phù hợp.
Các hệ thống giám sát điện thường tích hợp relay bảo vệ rò điện với dòng rò tối đa 30mA để ngắt nguồn khi xảy ra sự cố.
3.2 Lựa chọn thiết bị chống cháy nổ trong tiêu chuẩn điện sơn
Theo tiêu chuẩn điện sơn, các thiết bị điện đặt trong buồng phun sơn phải đạt cấp chống cháy nổ theo tiêu chuẩn IECEx hoặc ATEX.
Ví dụ:
Động cơ quạt hút cần đạt chuẩn Ex d IIB T4
Đèn chiếu sáng buồng sơn cần đạt IP66 và Ex e
Công tắc và cảm biến cần đạt Ex ia hoặc Ex ib
Các thiết bị này được thiết kế với vỏ kín đặc biệt nhằm ngăn tia lửa điện lan ra môi trường bên ngoài. Ngoài ra các khớp nối điện phải sử dụng cable gland chống cháy nổ để đảm bảo độ kín của hệ thống.
3.3 Bảo vệ quá tải và ngắn mạch trong điện công nghiệp sơn
Một trong những yêu cầu quan trọng của điện công nghiệp sơn là hệ thống bảo vệ quá tải và ngắn mạch. Các motor quạt hút và băng tải hoạt động liên tục nhiều giờ nên nguy cơ quá tải rất cao.
Thiết bị bảo vệ thường sử dụng:
MCCB có dòng cắt từ 25kA đến 50kA
Relay nhiệt bảo vệ motor với dòng chỉnh định 1.05 đến 1.2 lần dòng định mức
Cầu chì công nghiệp loại gG
Ngoài ra tủ điện còn tích hợp relay mất pha và relay thấp áp để bảo vệ động cơ trong trường hợp điện áp nguồn không ổn định.
3.4 Hệ thống phát hiện rò điện trong an toàn điện sơn
Trong môi trường buồng sơn có độ ẩm cao và tồn tại dung môi hóa học, nguy cơ rò điện tăng đáng kể. Vì vậy hệ thống an toàn điện sơn thường sử dụng thiết bị bảo vệ chống rò dòng RCD hoặc RCCB.
Các thiết bị này được cài đặt với dòng rò từ 30mA đến 100mA tùy cấp độ bảo vệ. Khi phát hiện dòng rò vượt ngưỡng cho phép, hệ thống sẽ ngắt nguồn trong thời gian dưới 0.1 giây.
Điều này giúp giảm nguy cơ điện giật cho người vận hành và ngăn chặn khả năng phát sinh tia lửa điện trong khu vực buồng sơn.
3.5 Hệ thống thông gió và liên động điện
Một yếu tố quan trọng trong an toàn điện sơn là hệ thống liên động giữa quạt hút và súng phun sơn. Nếu quạt hút ngừng hoạt động, hơi dung môi sẽ nhanh chóng tích tụ trong buồng sơn.
Do đó hệ thống điều khiển thường thiết lập interlock giữa quạt hút và súng phun. Chỉ khi quạt đạt lưu lượng tối thiểu từ 0.5 đến 0.7 m/s trong buồng sơn thì súng phun mới được phép hoạt động.
Ngoài ra cảm biến áp suất và cảm biến lưu lượng được lắp đặt để giám sát hiệu suất thông gió liên tục.
3.6 Kiểm soát nhiệt độ trong hệ thống điện công nghiệp sơn
Trong các lò sấy sơn, nhiệt độ thường dao động từ 160°C đến 220°C đối với sơn bột và từ 120°C đến 180°C đối với sơn dung môi.
Hệ thống điện công nghiệp sơn phải đảm bảo các thiết bị điện không bị ảnh hưởng bởi nhiệt độ cao. Vì vậy các dây dẫn gần lò sấy cần sử dụng cáp chịu nhiệt silicone hoặc cáp teflon.
Ngoài ra tủ điện điều khiển phải được đặt cách lò sấy tối thiểu 5m để tránh ảnh hưởng nhiệt. Cảm biến nhiệt PT100 và bộ điều khiển PID được sử dụng để duy trì nhiệt độ ổn định trong quá trình sấy.
3.7 Hệ thống giám sát và cảnh báo trong tiêu chuẩn điện dây chuyền sơn
Trong các dây chuyền hiện đại, tiêu chuẩn điện dây chuyền sơn yêu cầu hệ thống giám sát trung tâm nhằm theo dõi tình trạng hoạt động của toàn bộ thiết bị.
Các thông số thường được giám sát gồm:
dòng điện motor
nhiệt độ lò sấy
tốc độ băng tải
áp suất buồng sơn
Dữ liệu được truyền về hệ thống SCADA hoặc PLC để hiển thị trên màn hình HMI. Khi phát hiện thông số vượt ngưỡng, hệ thống sẽ phát cảnh báo hoặc tự động dừng dây chuyền.
Các yêu cầu điện quốc tế được trình bày tại “Tiêu chuẩn IEC dây chuyền sơn”.
4. Yêu cầu thiết kế hệ thống điện theo tiêu chuẩn điện dây chuyền sơn
4.1 Thiết kế sơ đồ cấp điện trong tiêu chuẩn điện dây chuyền sơn
Trong thiết kế tiêu chuẩn điện dây chuyền sơn, sơ đồ cấp điện phải đảm bảo khả năng cung cấp điện ổn định cho toàn bộ thiết bị vận hành liên tục. Hầu hết các dây chuyền sơn công nghiệp sử dụng nguồn điện ba pha 380V với công suất tổng từ 150kW đến 800kW tùy quy mô.
Nguồn điện được cấp từ tủ phân phối chính MDB đến các tủ phụ DB đặt gần khu vực buồng sơn, lò sấy và băng tải. Từ các tủ này điện được phân phối đến motor quạt hút, hệ thống gia nhiệt, bơm sơn và thiết bị điều khiển.
Thiết kế theo mô hình phân tầng giúp giảm tổn thất điện áp, đảm bảo điện áp tại thiết bị luôn nằm trong khoảng ±5% so với điện áp định mức.
4.2 Lựa chọn cáp điện trong điện công nghiệp sơn
Trong hệ thống điện công nghiệp sơn, việc lựa chọn cáp điện phải tính toán dựa trên dòng tải, chiều dài tuyến cáp và nhiệt độ môi trường. Các dây chuyền sơn thường hoạt động trong môi trường nhiệt độ từ 35°C đến 60°C nên cần sử dụng cáp có khả năng chịu nhiệt cao.
Cáp đồng bọc XLPE/PVC là loại phổ biến nhờ khả năng chịu nhiệt đến 90°C và dòng tải lớn. Ví dụ:
Cáp 4x25mm² chịu tải khoảng 95A
Cáp 4x50mm² chịu tải khoảng 150A
Cáp 4x120mm² chịu tải khoảng 300A
Ngoài ra các tuyến cáp đi gần lò sấy phải đặt trong máng cáp kín hoặc ống thép để tránh ảnh hưởng nhiệt và hơi dung môi.
4.3 Bố trí hệ thống tủ điện trong tiêu chuẩn điện sơn
Trong tiêu chuẩn điện sơn, vị trí lắp đặt tủ điện phải đảm bảo an toàn và thuận tiện cho việc vận hành. Tủ điện điều khiển thường được đặt bên ngoài khu vực buồng phun sơn để tránh môi trường hơi dung môi.
Khoảng cách tối thiểu từ tủ điện đến buồng sơn thường là 3 đến 5 mét. Tủ điện phải đạt cấp bảo vệ IP54 hoặc cao hơn để ngăn bụi sơn và hơi ẩm xâm nhập.
Bên trong tủ điện, các thiết bị như PLC, biến tần, contactor và relay được bố trí theo nguyên tắc tách riêng mạch điều khiển và mạch động lực nhằm giảm nhiễu điện từ trong quá trình vận hành.
4.4 Thiết kế hệ thống nối đất dây chuyền sơn
Trong quá trình thiết kế, nối đất dây chuyền sơn phải được tính toán đồng bộ với hệ thống điện tổng thể của nhà máy. Mạng tiếp địa thường sử dụng dạng lưới với các cọc tiếp địa đóng sâu từ 2.4m đến 3m dưới đất.
Khoảng cách giữa các cọc tiếp địa thường từ 3m đến 5m để đảm bảo vùng phân tán dòng điện không bị chồng lấn quá nhiều. Các cọc được liên kết bằng dây đồng trần 50mm² tạo thành mạng tiếp địa chung.
Thiết kế này giúp điện trở nối đất duy trì ở mức dưới 4 ohm, đáp ứng yêu cầu an toàn cho hệ thống phun sơn tĩnh điện và thiết bị điện công suất lớn.
4.5 Thiết kế hệ thống chiếu sáng trong tiêu chuẩn điện dây chuyền sơn
Chiếu sáng là yếu tố quan trọng trong tiêu chuẩn điện dây chuyền sơn vì chất lượng lớp phủ phụ thuộc nhiều vào khả năng quan sát của người vận hành. Độ rọi tiêu chuẩn trong buồng sơn thường yêu cầu từ 750 lux đến 1000 lux.
Đèn chiếu sáng cần sử dụng loại LED chống cháy nổ với nhiệt độ màu khoảng 5000K để giúp phát hiện khuyết tật lớp sơn. Các đèn được bố trí dọc hai bên buồng sơn và phía trên khu vực phun.
Ngoài ra đèn phải được lắp sau lớp kính cường lực hoặc panel trong suốt nhằm ngăn bụi sơn bám trực tiếp lên bề mặt đèn.
4.6 Hệ thống điều khiển tự động trong điện công nghiệp sơn
Các dây chuyền hiện đại trong điện công nghiệp sơn thường sử dụng hệ thống điều khiển PLC kết hợp với màn hình HMI để quản lý toàn bộ quá trình vận hành.
PLC thực hiện điều khiển tuần tự các thiết bị như băng tải, quạt hút, súng phun sơn và lò sấy. Tốc độ băng tải được điều chỉnh bằng biến tần với dải tốc độ từ 0.5m/phút đến 3m/phút.
Ngoài ra hệ thống còn có chức năng giám sát dòng điện motor, nhiệt độ lò sấy và áp suất buồng sơn. Khi thông số vượt ngưỡng cho phép, PLC sẽ tự động dừng dây chuyền nhằm đảm bảo an toàn điện sơn.
4.7 Kiểm soát nhiễu điện từ trong tiêu chuẩn điện dây chuyền sơn
Trong các dây chuyền sơn sử dụng nhiều biến tần và thiết bị điện công suất lớn, nhiễu điện từ có thể ảnh hưởng đến tín hiệu điều khiển. Vì vậy tiêu chuẩn điện dây chuyền sơn yêu cầu tách riêng tuyến cáp động lực và cáp tín hiệu.
Khoảng cách tối thiểu giữa hai loại cáp này thường từ 200mm đến 300mm. Ngoài ra các cáp tín hiệu cần sử dụng loại có lớp chống nhiễu shield và nối đất một đầu để giảm nhiễu.
Biện pháp này giúp tín hiệu từ cảm biến nhiệt độ, áp suất và tốc độ băng tải được truyền chính xác đến hệ thống điều khiển.
5. Quy trình kiểm tra và nghiệm thu theo tiêu chuẩn điện dây chuyền sơn
5.1 Kiểm tra hệ thống cấp điện theo tiêu chuẩn điện dây chuyền sơn
Trước khi đưa dây chuyền vào vận hành, hệ thống điện cần được kiểm tra toàn diện theo tiêu chuẩn điện dây chuyền sơn. Quy trình kiểm tra bao gồm đánh giá sơ đồ cấp điện, tình trạng lắp đặt tủ điện và khả năng chịu tải của toàn bộ dây dẫn.
Kỹ sư điện sẽ đo điện áp nguồn tại các tủ phân phối để đảm bảo điện áp ba pha ổn định trong khoảng 380V ±5%. Nếu điện áp lệch quá 10%, các thiết bị như biến tần, PLC hoặc nguồn cấp súng phun tĩnh điện có thể hoạt động không ổn định.
Ngoài ra cần kiểm tra nhiệt độ cáp điện trong quá trình chạy thử tải. Nhiệt độ bề mặt cáp không được vượt quá 70°C đối với cáp PVC và 90°C đối với cáp XLPE.
5.2 Kiểm tra hệ thống nối đất dây chuyền sơn
Một trong những bước quan trọng nhất trong nghiệm thu là kiểm tra nối đất dây chuyền sơn. Mục tiêu của quá trình này là đảm bảo toàn bộ thiết bị kim loại đều được nối với hệ thống tiếp địa và điện trở đất nằm trong giới hạn cho phép.
Việc đo điện trở tiếp địa thường sử dụng thiết bị Earth Tester ba cực. Giá trị điện trở nối đất tiêu chuẩn phải nhỏ hơn 10 ohm, trong nhiều nhà máy sơn hiện đại yêu cầu giá trị dưới 4 ohm để tăng hiệu quả chống tĩnh điện.
Ngoài việc đo điện trở, kỹ sư còn kiểm tra các điểm nối giữa dây tiếp địa và khung thiết bị. Các điểm nối phải chắc chắn, không bị oxy hóa và không có dấu hiệu lỏng lẻo.
5.3 Kiểm tra cách điện hệ thống điện công nghiệp sơn
Trong hệ thống điện công nghiệp sơn, kiểm tra cách điện là bước bắt buộc nhằm phát hiện nguy cơ rò điện. Phép đo này được thực hiện bằng thiết bị Megger với điện áp thử nghiệm 500V hoặc 1000V.
Giá trị điện trở cách điện giữa dây pha và dây trung tính hoặc giữa dây pha và đất phải lớn hơn 1 megaohm. Nếu giá trị đo thấp hơn mức này, có thể xảy ra rò điện trong quá trình vận hành.
Các khu vực cần kiểm tra kỹ gồm tủ điện, tuyến cáp gần buồng sơn và hệ thống cấp điện cho quạt hút. Những khu vực này thường chịu ảnh hưởng của độ ẩm và hơi dung môi nên nguy cơ suy giảm cách điện cao hơn.
5.4 Kiểm tra thiết bị bảo vệ trong tiêu chuẩn điện sơn
Theo tiêu chuẩn điện sơn, tất cả thiết bị bảo vệ như MCCB, relay nhiệt và RCD phải được kiểm tra trước khi nghiệm thu. Quá trình kiểm tra nhằm đảm bảo các thiết bị này có thể phản ứng đúng khi xảy ra sự cố.
Kỹ sư sẽ thực hiện thử nghiệm mô phỏng quá tải hoặc rò điện để kiểm tra thời gian cắt của thiết bị. Ví dụ relay nhiệt bảo vệ motor phải ngắt khi dòng điện vượt quá 120% dòng định mức trong khoảng thời gian xác định.
Ngoài ra các thiết bị bảo vệ phải được cài đặt thông số chính xác theo công suất thiết bị. Việc cài đặt sai có thể khiến hệ thống không phản ứng kịp thời khi xảy ra sự cố điện.
5.5 Kiểm tra hệ thống an toàn điện sơn trong buồng phun
Trong khu vực buồng phun, hệ thống an toàn điện sơn phải được kiểm tra đặc biệt kỹ lưỡng. Các thiết bị điện trong khu vực này cần đạt tiêu chuẩn chống cháy nổ và được lắp đặt đúng vị trí thiết kế.
Kỹ sư kiểm tra độ kín của các hộp đấu nối, cable gland và thiết bị chiếu sáng. Nếu các vị trí này không kín, hơi dung môi có thể xâm nhập vào bên trong và gây nguy cơ cháy nổ.
Ngoài ra cần kiểm tra hệ thống liên động giữa quạt hút và súng phun sơn. Nếu quạt hút không hoạt động hoặc lưu lượng gió không đạt yêu cầu, súng phun phải tự động ngắt để tránh tích tụ hơi dung môi.
5.6 Kiểm tra hệ thống giám sát trong điện công nghiệp sơn
Một dây chuyền hiện đại trong điện công nghiệp sơn thường tích hợp hệ thống giám sát thông số vận hành. Trong giai đoạn nghiệm thu, các tín hiệu từ cảm biến phải được kiểm tra để đảm bảo truyền dữ liệu chính xác.
Các thông số thường được giám sát gồm:
dòng điện motor
nhiệt độ lò sấy
tốc độ băng tải
áp suất buồng sơn
Những dữ liệu này được hiển thị trên màn hình HMI hoặc hệ thống SCADA. Khi một thông số vượt quá giới hạn cài đặt, hệ thống sẽ phát cảnh báo hoặc dừng dây chuyền để đảm bảo an toàn điện sơn.
5.7 Hồ sơ nghiệm thu tiêu chuẩn điện dây chuyền sơn
Sau khi hoàn thành các bước kiểm tra, toàn bộ kết quả phải được ghi lại trong hồ sơ nghiệm thu theo tiêu chuẩn điện dây chuyền sơn. Hồ sơ này là căn cứ để bàn giao hệ thống cho đơn vị vận hành.
Các tài liệu thường bao gồm:
sơ đồ điện hoàn công
kết quả đo điện trở nối đất
kết quả đo cách điện
biên bản kiểm tra thiết bị bảo vệ
bản ghi thông số chạy thử dây chuyền
Việc lưu trữ đầy đủ hồ sơ giúp thuận lợi cho quá trình bảo trì và kiểm tra định kỳ trong tương lai.
Việc triển khai nối đất an toàn được phân tích tại “Nối đất và chống tĩnh điện trong dây chuyền sơn”.
6. Khuyến nghị vận hành theo tiêu chuẩn điện dây chuyền sơn
6.1 Kiểm tra định kỳ hệ thống điện
Sau khi dây chuyền đi vào hoạt động, việc kiểm tra định kỳ là yếu tố quan trọng để duy trì tiêu chuẩn điện dây chuyền sơn. Các nhà máy thường thực hiện kiểm tra hệ thống điện mỗi 6 tháng hoặc 12 tháng.
Nội dung kiểm tra bao gồm đo điện trở nối đất, kiểm tra nhiệt độ cáp điện và đánh giá tình trạng tủ điện. Nếu phát hiện dấu hiệu quá nhiệt hoặc lỏng kết nối, cần xử lý ngay để tránh sự cố.
6.2 Bảo trì hệ thống nối đất dây chuyền sơn
Trong quá trình vận hành lâu dài, hệ thống nối đất dây chuyền sơn có thể bị suy giảm hiệu quả do ăn mòn hoặc thay đổi độ ẩm đất. Vì vậy cần đo lại điện trở tiếp địa định kỳ.
Nếu điện trở tăng vượt quá giới hạn thiết kế, cần bổ sung cọc tiếp địa hoặc cải tạo hệ thống tiếp địa. Điều này giúp duy trì khả năng thoát điện tích tĩnh và bảo vệ an toàn cho thiết bị cũng như người vận hành.
6.3 Đào tạo nhân sự về an toàn điện sơn
Bên cạnh thiết kế và lắp đặt đúng kỹ thuật, yếu tố con người cũng rất quan trọng trong hệ thống an toàn điện sơn. Nhân viên vận hành cần được đào tạo về quy trình an toàn điện và cách xử lý khi xảy ra sự cố.
Các khóa đào tạo thường bao gồm nhận biết nguy cơ cháy nổ, cách kiểm tra thiết bị điện và quy trình dừng khẩn cấp dây chuyền. Khi nhân sự hiểu rõ nguyên tắc vận hành, nguy cơ tai nạn điện sẽ giảm đáng kể.
6.4 Tối ưu hệ thống điện công nghiệp sơn
Đối với các dây chuyền lớn, việc tối ưu hệ thống điện công nghiệp sơn giúp giảm chi phí năng lượng và nâng cao độ ổn định vận hành. Các giải pháp phổ biến bao gồm sử dụng biến tần điều khiển quạt hút và tối ưu tốc độ băng tải.
Ngoài ra có thể sử dụng hệ thống giám sát năng lượng để theo dõi mức tiêu thụ điện của từng thiết bị. Dữ liệu này giúp doanh nghiệp phát hiện thiết bị tiêu thụ điện bất thường và đưa ra phương án cải tiến phù hợp.
6.5 Tầm quan trọng của tiêu chuẩn điện dây chuyền sơn
Việc tuân thủ tiêu chuẩn điện dây chuyền sơn không chỉ giúp hệ thống vận hành ổn định mà còn đóng vai trò quan trọng trong phòng chống cháy nổ. Một hệ thống điện được thiết kế đúng chuẩn sẽ giảm nguy cơ phóng điện, rò điện và hư hỏng thiết bị.
Bên cạnh đó, các tiêu chuẩn kỹ thuật còn giúp quá trình kiểm tra, nghiệm thu và bảo trì trở nên dễ dàng hơn. Đây là yếu tố quan trọng giúp doanh nghiệp duy trì sản xuất ổn định và đảm bảo an toàn cho toàn bộ nhà máy sơn.
TÌM HIỂU THÊM: