
4 PHƯƠNG PHÁP TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN GIẢM LỖI BỀ MẶT
Tối ưu vận hành dây chuyền sơn tĩnh điện là nền tảng đảm bảo lớp phủ đạt độ mịn, độ bám và màu sắc đồng nhất. Trong sản xuất công nghiệp, việc kiểm soát quy trình theo thông số định lượng giúp hạn chế lỗi chấm kim, rỗ bề mặt và sai lệch màu, đồng thời tối ưu chi phí và giảm tiêu hao vật liệu.

1. GIỚI THIỆU – TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN
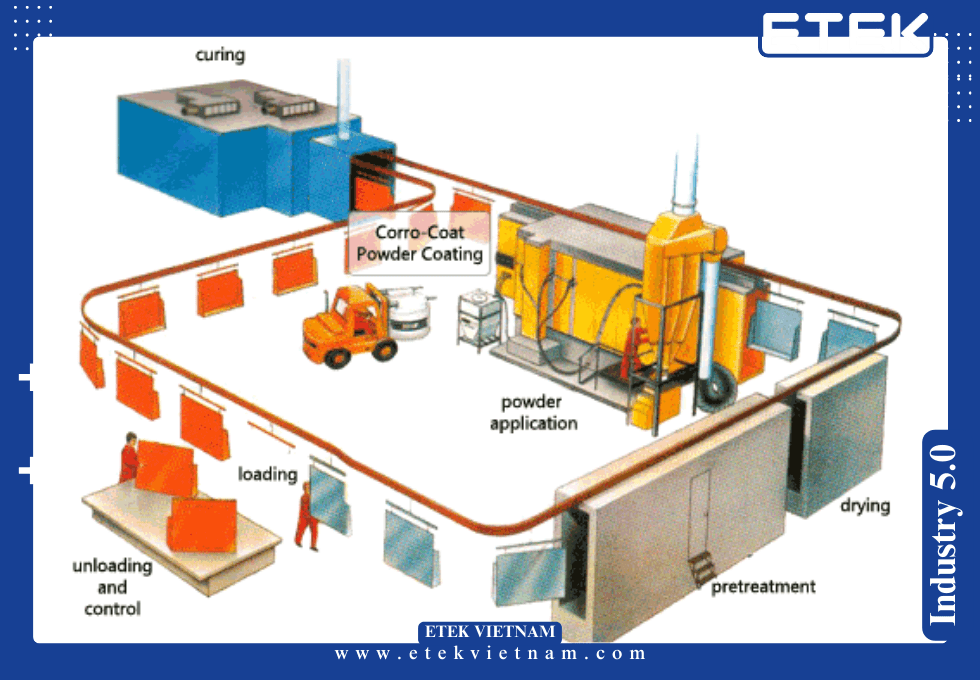
Dây chuyền sơn tĩnh điện hiện đại yêu cầu kiểm soát nghiêm ngặt từ nhiệt độ sấy, kích thước hạt bột, suất phun đến điện trường ion hóa. Để đạt lớp film ổn định, nhà máy phải duy trì điện áp phun, lưu lượng bột và độ sạch bề mặt trong dải tiêu chuẩn. Các yếu tố như độ ẩm môi trường, tốc độ di chuyển sản phẩm và công suất buồng phun ảnh hưởng trực tiếp đến phân bố hạt, khả năng bám tĩnh điện và độ mịn sau sấy polymer hóa. Việc áp dụng kỹ thuật chuyên sâu theo từng thông số giúp giảm lỗi và tăng độ ổn định sản xuất.
2. BỐN PHƯƠNG PHÁP TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN GIẢM LỖI BỀ MẶT
2.1. Kiểm soát độ ẩm – giảm phóng tĩnh và ngăn chấm kim
Duy trì độ ẩm ở mức 40–55% RH giúp ổn định điện trường phun. Độ ẩm thấp gây tích điện quá mức, làm hạt bột bám không đều; độ ẩm cao khiến bột vón, tạo rỗ bề mặt. Hệ thống HVAC và bộ hút ẩm công nghiệp được hiệu chỉnh dựa trên cảm biến RH ±2%. Buồng phun cần kiểm soát tốc độ gió <0.25 m/s để hạn chế nhiễu hạt. Khi kiểm soát độ ẩm đúng chuẩn, tỷ lệ lỗi chấm kim giảm 15–30%, đặc biệt với màu sáng và bề mặt kim loại mỏng.
2.2. Điều chỉnh điện áp – tăng hiệu quả ion hóa và độ bám
Điện áp phun tối ưu nằm trong khoảng 70–95 kV tùy loại súng corona hoặc tribo. Điều chỉnh điện áp sai lệch khiến hạt bột ion hóa không đủ, tạo hiện tượng “vỏ cam” hoặc loang màu. Điện áp cao quá mức gây phản ứng đẩy hạt, làm rỗ lớp phủ. Kỹ sư vận hành sử dụng bộ kích HV có độ ổn định ±1 kV, đồng thời theo dõi dòng µA để kiểm tra hiệu suất ion hóa. Khi điện áp duy trì đúng dải, bột phân bố đồng hướng, giúp giảm 20% mức tiêu hao và nâng độ mịn film sau sấy.
2.3. Tối ưu tốc độ phun – kiểm soát phân bố hạt và độ dày film
Tối ưu tốc độ phun bao gồm tốc độ băng tải (FPM), lưu lượng bột (g/min) và tốc độ súng (rpm). Nếu tốc độ băng tải quá nhanh, hạt bột không đủ thời gian ion hóa và bám dính; quá chậm gây tích tụ bột và tạo rỗ. Dải FPM phổ biến 2.5–6.0 tùy kích thước sản phẩm. Lưu lượng bột phải duy trì trong ±5% so với định mức của từng màu. Tối ưu tốc độ giúp kiểm soát độ dày film 60–90 µm, giảm lỗi không đều màu và hạn chế tiêu hao bột hồi lưu.
2.4. Kiểm soát bề mặt trước sơn – điều kiện tiên quyết để giảm rỗ
Hiệu quả của dây chuyền phụ thuộc 70% vào chất lượng xử lý bề mặt. Quy trình bao gồm tẩy dầu kiềm, rửa nước DI, xử lý phosphate hoặc zirconium và sấy khô ở 110–130°C. Độ dẫn điện của bể rửa duy trì dưới 250 µS/cm để tránh ion bám lại gây chấm kim. Độ ẩm bề mặt sau sấy phải dưới 2% để đảm bảo tính bám của lớp tĩnh điện. Bề mặt sạch, khô và đồng nhất giúp giảm 30–50% lỗi rỗ hoặc bọt khí trong giai đoạn polymer hóa.
3. KIỂM SOÁT ĐIỀU KIỆN MÔI TRƯỜNG TRONG TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN
3.1. Ổn định trường ion hóa trong buồng phun
Để tối ưu vận hành dây chuyền sơn tĩnh điện, việc duy trì ổn định trường ion hóa trong buồng phun quyết định mức độ tích điện của hạt bột. Điện trường phải duy trì trong dải 3.5–4.8 kV/cm để hỗ trợ quá trình bám dính. Nếu trường ion hóa dao động >8%, hạt bột bị phân tán ngẫu nhiên gây rỗ hoặc chấm kim. Buồng phun cần lưu thông khí sạch Class 100.000 với tốc độ khí không vượt 0.25 m/s. Khi môi trường đạt chuẩn, các thông số kiểm soát độ ẩm, điều chỉnh điện áp và tối ưu tốc độ phun hoạt động hiệu quả hơn, giảm biến thiên film sau polymer hóa.
3.2. Kiểm soát hạt bụi lơ lửng và nhiễu tĩnh điện
Bụi PM10 hoặc sợi vi mô trong không khí là nguyên nhân phổ biến tạo điểm rỗ trên lớp film. Buồng phun cần sử dụng hệ thống lọc HEPA H13 và lọc sàn áp suất âm -5 đến -15 Pa để hạn chế bụi quay vòng. Cụm hút đáy phải duy trì chênh áp ổn định ±2 Pa nhằm giữ tốc độ luân chuyển khí đồng đều. Khi kiểm soát độ ẩm ổn định, điện tích bề mặt kim loại giảm, hạn chế hút bụi tĩnh điện. Nhờ đó, quá trình tối ưu vận hành dây chuyền sơn tĩnh điện đạt mức ổn định cao hơn và giảm đáng kể lỗi chấm kim.
3.3. Tối ưu đường gió – điều kiện bắt buộc cho tốc độ phun ổn định
Để tối ưu tốc độ phun, buồng phun phải giữ hướng gió tuyến tính, không tạo xoáy khí. Tốc độ gió lý tưởng 0.18–0.22 m/s, độ dao động dưới 5% giúp hạt bột không bị lệch khỏi vùng ion hóa. Khi đường gió không đều, áp lực hạt thay đổi, gây hiện tượng “shadow zone” tạo vùng bột thiếu. Hệ thống quạt VFD hỗ trợ điều khiển tự động lưu lượng, đảm bảo độ ổn định của cả kiểm soát độ ẩm và điều chỉnh điện áp. Điều này giúp tối ưu vận hành dây chuyền sơn tĩnh điện trong suốt chu kỳ hoạt động.

4. TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN & ESG
4.1. ESG và vai trò dữ liệu trong vận hành dây chuyền
Các doanh nghiệp sản xuất đang tăng cường áp dụng ESG để chứng minh mức độ bền vững. Khi tối ưu vận hành dây chuyền sơn tĩnh điện, nhà máy ghi nhận dữ liệu: mức tiêu hao bột/kg sản phẩm, chỉ số VOC bằng 0, độ hoàn trả bột hồi lưu, mức tiết kiệm điện nhờ điều chỉnh điện áp, và độ ổn định ẩm nhờ kiểm soát độ ẩm. Những dữ liệu này là bằng chứng cho nhóm tiêu chí E, giúp doanh nghiệp chứng minh giảm phát thải, giảm chất thải rắn và tăng hiệu suất năng lượng. Điều này đặc biệt quan trọng khi doanh nghiệp cần đánh giá ESG định kỳ.
4.2. ESG – minh bạch hóa chất lượng bề mặt và tiêu thụ năng lượng
Các mô hình đánh giá ESG yêu cầu minh bạch về mức tiêu hao năng lượng và tỷ lệ phế phẩm. Khi nhà máy tối ưu tốc độ phun và điều chỉnh điện áp theo chuẩn, lượng điện tiêu thụ cho mỗi m² sơn giảm 8–15%. Tỷ lệ lỗi bề mặt giảm rõ rệt nhờ ổn định trường ion hóa. Những chỉ số này được ghi lại qua hệ thống MES/SCADA và tích hợp vào báo cáo ESG. Chính khả năng kiểm soát định lượng của tối ưu vận hành dây chuyền sơn tĩnh điện giúp doanh nghiệp đạt thứ hạng ESG cao hơn, tăng khả năng tiếp cận vốn xanh.
4.3. Dây chuyền sơn và đóng góp trực tiếp vào tiêu chí ESG của khách hàng
Sản phẩm được sơn đạt độ bền cao (800–1.500 giờ salt-spray) giúp giảm vòng đời thay thế, giảm rác thải kim loại – một chỉ số quan trọng trong ESG. Việc duy trì kiểm soát độ ẩm, tối ưu tốc độ phun và điều chỉnh điện áp giúp giảm lượng bột thất thoát, nâng tỷ lệ hồi lưu và giảm bụi công nghiệp. Các doanh nghiệp sử dụng dịch vụ hoặc thiết bị từ ETEK có thể chứng minh dễ dàng rằng quy trình sơn tuân thủ chuẩn môi trường, hỗ trợ họ đạt điểm ESG cao và minh bạch trước các nhà kiểm toán quốc tế.
5. NET ZERO VÀ TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN
5.1. Dây chuyền sơn tĩnh điện giúp doanh nghiệp hướng đến Net zero
Để đạt Net zero, doanh nghiệp cần giảm tối đa phát thải từ năng lượng và vật liệu. Công nghệ sơn tĩnh điện vốn không dùng dung môi VOC, phát thải CO₂ thấp và mức thất thoát bột có thể giảm đến 95% khi tối ưu vận hành dây chuyền sơn tĩnh điện đúng cách. Điều chỉnh điện áp giúp giảm công suất tiêu thụ; kiểm soát độ ẩm làm giảm lỗi, hạn chế tái sơn; tối ưu tốc độ phun giảm tiêu hao bột. Nhờ vậy, riêng công đoạn sơn có thể cắt giảm 12–25% phát thải gián tiếp (Scope 2).
5.2. Tác động đến Scope 1 – Scope 3 trong chuỗi giá trị
Lớp phủ bền giúp kéo dài tuổi thọ sản phẩm, giảm nhu cầu sản xuất mới – đóng góp gián tiếp vào Scope 3. Trong nội bộ nhà máy, việc tối ưu tốc độ phun và điều chỉnh điện áp giúp giảm tải cho hệ thống HVAC, giảm tiêu hao điện, từ đó hạn chế phát thải liên quan Scope 2. Với phát thải trực tiếp Scope 1, dây chuyền sơn tĩnh điện không sinh khí độc, không sinh solven VOC nên mức giảm gần như tuyệt đối. Đây là yếu tố giúp doanh nghiệp tiến gần hơn đến mục tiêu Net zero.
5.3. Cơ sở để doanh nghiệp công bố đã đạt Net zero
Để công bố Net zero, dữ liệu phải chính xác và ổn định. Hệ thống MES ghi nhận điện năng tiêu thụ cho từng ca sản xuất, sai số dưới 2%. Bộ giám sát ẩm và áp HV lưu dữ liệu từng phút giúp chứng minh doanh nghiệp duy trì kiểm soát độ ẩm, điều chỉnh điện áp và tối ưu tốc độ phun theo chuẩn. Khi toàn bộ chu trình tối ưu vận hành dây chuyền sơn tĩnh điện ổn định, doanh nghiệp có đủ dữ liệu để chứng minh mức phát thải ròng bằng 0 theo yêu cầu của tổ chức kiểm toán Net zero quốc tế.
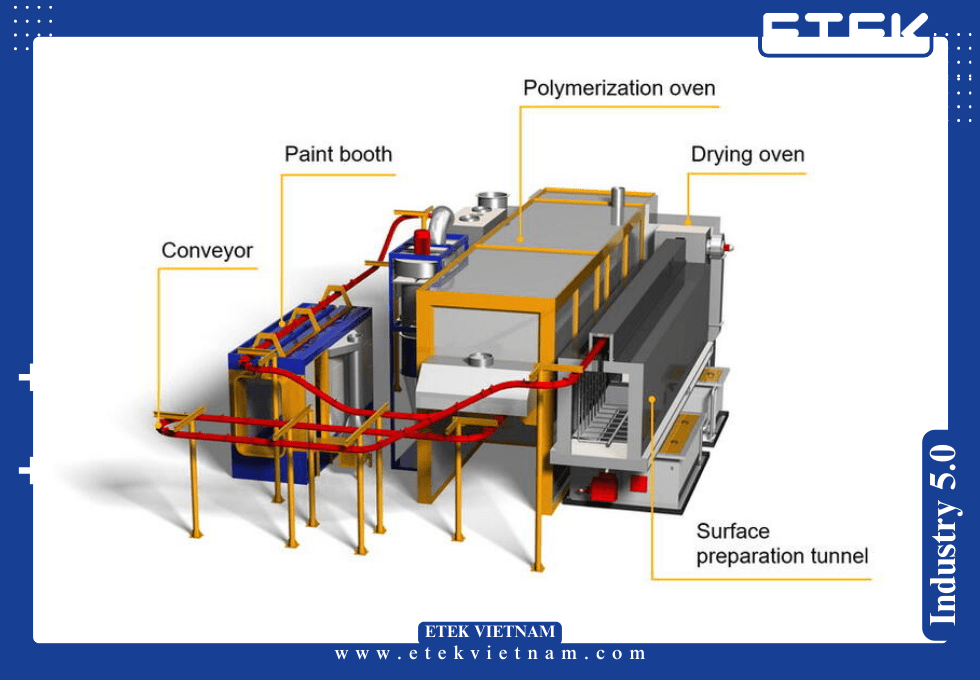
6. TỐI ƯU HỆ THỐNG TRƯỚC – TRONG – SAU KHI PHUN TRONG TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN
6.1. Tối ưu xử lý bề mặt trước sơn – giới hạn ion và tạp chất
Quy trình tiền xử lý quyết định 60–70% chất lượng lớp phủ nên phải đạt chuẩn công nghiệp. Dung dịch tẩy dầu cần duy trì pH 10.5–11.5, nhiệt độ 50–65°C và thời gian ngâm 3–8 phút để loại hoàn toàn dầu mỡ. Nước rửa DI có độ dẫn dưới 200 µS/cm giúp ngăn tích ion trong khe bề mặt gây chấm kim khi sấy. Kiểm soát buồng sấy ở 110–130°C đảm bảo bề mặt khô hoàn toàn, hỗ trợ tối ưu vận hành dây chuyền sơn tĩnh điện. Khi bề mặt chuẩn hóa, các thông số kiểm soát độ ẩm, điều chỉnh điện áp và tối ưu tốc độ phun đều phát huy hiệu quả tối đa.
6.2. Tối ưu quá trình phun – giữ ổn định dải phân bố hạt bột
Trong buồng phun, hạt bột phải phân bố đều trong dải 20–60 µm. Khi dao động vượt ±10%, khả năng bám ion giảm, sinh rỗ và sai lệch màu. Điều kiện buồng phun cần giữ chênh áp -5 đến -15 Pa để ổn định chiều dòng khí. Việc điều chỉnh điện áp quá cao làm tăng phản lực đẩy ion, trong khi điện áp thấp làm lớp film không đủ tải điện tích. Kết hợp với tối ưu tốc độ phun, hệ thống đạt độ dày film ổn định 60–90 µm. Từ đó, doanh nghiệp giảm lỗi, tiết kiệm bột và tối ưu vận hành dây chuyền sơn tĩnh điện bền vững hơn.
6.3. Tối ưu vùng polymer hóa – kiểm soát nhiệt và tốc độ khuếch tán
Buồng sấy polymer phải duy trì nhiệt độ 170–200°C tùy chủng loại bột (Hybrid, Polyester, Epoxy). Chênh lệch nhiệt trong buồng không vượt 6°C để đảm bảo quá trình fusion đồng đều. Nếu độ ẩm dư trong bề mặt không được kiểm soát độ ẩm đúng chuẩn, hơi nước bị giữ lại tạo bọt khí và rỗ trên film. Hệ thống PID 3 cấp (P–I–D) giúp duy trì đường cong nhiệt theo tiêu chuẩn. Khi kết hợp ổn định nhiệt – điện – ẩm, quá trình tối ưu vận hành dây chuyền sơn tĩnh điện đạt mức hiệu quả cao nhất cho sản lượng lớn.
7. GIẢM TỔN THẤT VẬT LIỆU VÀ TỐI ƯU CHI PHÍ VẬN HÀNH
7.1. Tối ưu hồi lưu bột và tỷ lệ sử dụng hiệu quả
Hệ thống cyclone lọc bột phải đạt hiệu suất 90–96% để hạn chế thất thoát. Bột hồi lưu cần trộn theo tỷ lệ 70% bột mới – 30% bột hồi để tránh sai lệch màu. Khi buồng phun duy trì áp suất ổn định, kết hợp tối ưu tốc độ phun, tỷ lệ hồi lưu tăng thêm 10–15%. Nhờ tối ưu vận hành dây chuyền sơn tĩnh điện, doanh nghiệp tiết kiệm 6–12% chi phí bột mỗi tháng. Môi trường khô xử lý bởi hệ thống kiểm soát độ ẩm giúp bột không vón cục, giữ phân bố hạt ổn định và giảm mức tiêu hao trên mỗi sản phẩm.
7.2. Tối ưu năng lượng vận hành – giảm tải HVAC và điện áp phun
Điện năng chiếm 30–40% tổng chi phí vận hành dây chuyền. Việc điều chỉnh điện áp chính xác giúp giảm 8–12% điện tiêu thụ cho bộ kích HV. Buồng phun ổn định khí động học làm giảm tải HVAC đến 15%. Khi các biến số (RH, HV, FPM) đồng bộ, hệ thống tối ưu vận hành dây chuyền sơn tĩnh điện hiệu quả hơn, giảm nhu cầu sấy lại hoặc phun bổ sung. Chiến lược vận hành thông minh giúp doanh nghiệp giảm 12–25% chi phí điện theo tháng tùy mô hình sản xuất.
7.3. Giảm phế phẩm – tăng tỷ lệ đạt chuẩn tại công đoạn đầu
Với độ ổn định của kiểm soát độ ẩm và tối ưu tốc độ phun, tỷ lệ sản phẩm đạt chuẩn ngay lần phun đầu (First Pass Transfer Efficiency) có thể đạt 75–88%. Sự ổn định của sóng ion khi điều chỉnh điện áp đúng chuẩn cũng giúp giảm lỗi lớp phủ như “orange peel”, rỗ kim hoặc sai lệch màu. Khi phế phẩm giảm, chi phí lao động và tái sơn giảm theo, đồng thời cải thiện năng suất thực tế theo ca. Đây là yếu tố quan trọng trong toàn bộ hệ thống tối ưu vận hành dây chuyền sơn tĩnh điện của doanh nghiệp.
8. TÁC ĐỘNG ĐẾN HIỆU SUẤT SẢN XUẤT & TRẢI NGHIỆM KHÁCH HÀNG CUỐI
8.1. Tăng độ bền lớp phủ – mở rộng thị trường cao cấp
Khi doanh nghiệp đảm bảo chất lượng film đạt 800–1.500 giờ salt-spray, 5–7 mg loss/chu kỳ Taber và độ bám ASTM D3359 4B–5B, sản phẩm đạt chuẩn xuất khẩu và ngành công nghiệp cao cấp (ô tô, điện tử, thiết bị y tế). Những chỉ số này phụ thuộc chặt chẽ vào tối ưu vận hành dây chuyền sơn tĩnh điện, đặc biệt là ổn định thông số kiểm soát độ ẩm, điều chỉnh điện áp, tối ưu tốc độ phun và kiểm soát đường cong polymer hóa. Lớp sơn đồng đều giúp nâng giá trị sản phẩm và giảm khiếu nại từ khách hàng.
8.2. Nâng cao hình ảnh và uy tín thương hiệu sản xuất
Doanh nghiệp áp dụng hệ thống tối ưu vận hành dây chuyền sơn tĩnh điện tạo lớp film đồng nhất, màu sắc ổn định, không rỗ và không lệch tông giữa các lô. Đây là tiêu chí quan trọng để khách hàng OEM đánh giá năng lực nhà máy. Khi các chỉ số vận hành (RH, HV, FPM, ΔT) được ghi lại đầy đủ, doanh nghiệp chứng minh khả năng kiểm soát chất lượng theo chuẩn quốc tế. Điều này nâng uy tín thương hiệu và tăng khả năng trúng thầu với các tập đoàn lớn.
8.3. Tối ưu tiến độ giao hàng – giảm lỗi trong chuỗi cung ứng
Khi tỷ lệ đạt chuẩn ngay lần đầu tăng, doanh nghiệp rút ngắn 15–25% thời gian chu trình, đặc biệt trong các dự án yêu cầu số lượng lớn. Sự ổn định khi kiểm soát độ ẩm và tối ưu tốc độ phun hạn chế việc dừng máy để vệ sinh buồng phun hoặc khắc phục lỗi bề mặt. Nhờ đó, chu kỳ sản xuất trơn tru, giảm rủi ro giao hàng chậm trong chuỗi cung ứng. Tính nhất quán của tối ưu vận hành dây chuyền sơn tĩnh điện giúp doanh nghiệp tạo lợi thế cạnh tranh về tốc độ và chất lượng.
9. KHUYẾN NGHỊ KỸ THUẬT CHUYÊN SÂU CHO TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN
9.1. Thiết lập bộ thông số tham chiếu (Baseline) cho toàn bộ dây chuyền
Để tối ưu vận hành dây chuyền sơn tĩnh điện, nhà máy cần xây dựng bộ Baseline bao gồm: điện áp phun 70–95 kV, dòng µA tối ưu 5–25 µA, tốc độ gió 0.18–0.22 m/s, ΔT buồng polymer hóa không vượt 6°C và độ ẩm 40–55% RH. Khi Baseline được cố định, mọi thay đổi bất thường được phát hiện ngay. Việc Baseline hóa giúp kiểm soát tốt kiểm soát độ ẩm, điều chỉnh điện áp và tối ưu tốc độ phun, từ đó duy trì chất lượng lớp phủ ổn định giữa các ca vận hành và các màu sơn.
9.2. Tích hợp hệ thống giám sát IoT – tự động hóa phân tích lỗi
Hệ thống IoT thu thập dữ liệu từ cảm biến RH, HV, FPM, áp suất buồng và nhiệt độ sấy theo chu kỳ 5–10 giây. Dữ liệu được phân tích bằng thuật toán nhận diện mẫu để cảnh báo sớm lỗi như rỗ kim, chấm bụi, sai lệch màu hoặc không đồng đều film. Khi phát hiện chênh lệch điều chỉnh điện áp hoặc độ ẩm bất thường vượt 5%, hệ thống tự động giảm tốc độ băng tải hoặc tối ưu lại tối ưu tốc độ phun. Điều này giúp tối ưu vận hành dây chuyền sơn tĩnh điện ở mức thông minh, giảm phụ thuộc vào kinh nghiệm thủ công.
9.3. Quy trình phản ứng nhanh khi thông số vượt ngưỡng
Doanh nghiệp cần xây dựng SOP gồm bốn bước: xác nhận dữ liệu – khoanh vùng lỗi – điều chỉnh thông số – kiểm tra lại sản phẩm. Khi độ ẩm vượt ngưỡng kiểm soát độ ẩm, hệ thống HVAC sẽ tự tăng công suất hút ẩm; khi điện áp HV vượt ±1 kV so với thiết lập, kỹ thuật viên điều chỉnh lại bộ kích theo bảng hiệu chỉnh. Nếu lỗi sinh ra từ phân bố hạt, việc tối ưu tốc độ phun được kích hoạt ngay lập tức. Quy trình này giúp giảm 25–40% thời gian khắc phục sự cố.
KẾT LUẬN – GIÁ TRỊ CỦA GIẢI PHÁP ETEK TRONG TỐI ƯU VẬN HÀNH DÂY CHUYỀN SƠN TĨNH ĐIỆN
Việc tối ưu vận hành dây chuyền sơn tĩnh điện không chỉ giúp loại bỏ lỗi chấm kim, rỗ bề mặt hay sai lệch màu mà còn tạo nền tảng để doanh nghiệp nâng cao năng suất, giảm chi phí, tăng độ bền và đáp ứng yêu cầu ESG cũng như Net zero. Sự đồng bộ giữa kiểm soát độ ẩm, điều chỉnh điện áp và tối ưu tốc độ phun tạo nên chuỗi vận hành ổn định, đảm bảo lớp phủ mịn, đồng nhất và bền hóa học.
ETEK mang đến khả năng thiết kế – chuẩn hóa – giám sát dây chuyền sơn dựa trên dữ liệu thực, giúp doanh nghiệp vận hành ổn định, giảm sai lỗi và cải thiện chất lượng sản phẩm trong toàn bộ chu kỳ sản xuất. Các giải pháp của ETEK giúp khách hàng chứng minh hiệu suất và độ ổn định vận hành, từ đó giảm chi phí dài hạn và tăng lợi thế cạnh tranh.
TÌM HIỂU THÊM:
6 TIÊU CHÍ LỰA CHỌN DÂY CHUYỀN SƠN TĨNH ĐIỆN
TƯ VẤN GIẢI PHÁP DÂY CHUYỀN SƠN TĨNH ĐIỆN